Trong lĩnh vực hoàn thiện bề mặt kim loại và vật liệu công nghiệp, công nghệ sơn tĩnh điện (electrostatic painting) nổi lên như một giải pháp vượt trội về độ bền, tính thẩm mỹ và thân thiện với môi trường. Vậy electrostatic painting là gì và tại sao nó được ứng dụng rộng rãi từ sản xuất ô tô, nội thất gia đình đến thiết bị công nghiệp nặng? Bài viết chuyên sâu này sẽ giải thích toàn bộ nguyên lý hoạt động, quy trình thực hiện, những ưu nhược điểm, đồng thời so sánh với các phương pháp sơn truyền thống để bạn đọc có cái nhìn toàn diện nhất.
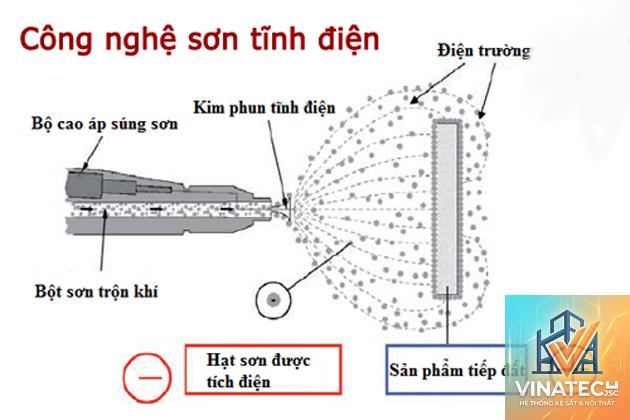
Electrostatic painting hay còn gọi là sơn tĩnh điện, là quá trình phủ một lớp sơn bột hoặc sơn lỏng lên bề mặt vật dẫn điện dựa trên nguyên lý lực hút tĩnh điện. Các hạt sơn được tích điện âm (hoặc dương) bởi súng phun chuyên dụng, sau đó bị hút về phía bề mặt vật cần sơn đã được nối đất với điện cực trái dấu. Nhờ lực tĩnh điện, các hạt sơn bám đều và chặt chẽ lên mọi ngóc ngách phức tạp của sản phẩm, tạo thành lớp màng đồng nhất và dày dặn sau khi được sấy nóng để đóng rắn.
Bản chất của công nghệ này nằm ở khả năng kiểm soát chính xác lực điện từ trường để định hướng dòng hạt sơn. Không giống như sơn phun truyền thống, trong sơn tĩnh điện, hiện tượng overspray (sơn bay lãng phí) giảm đi rõ rệt vì phần lớn hạt sơn không bám vào vật liệu sẽ bị hút ngược trở lại bề mặt gần đó hoặc bị thu hồi qua hệ thống lọc. Điều này giải thích tại sao phương pháp này đặc biệt hiệu quả cho các chi tiết có khe hẹp, cạnh sắc, góc chết mà sơn thường khó tiếp cận.
Nguyên Lý Hoạt Động Cơ Bản Của Sơn Tĩnh Điện
Tích điện cho hạt sơn
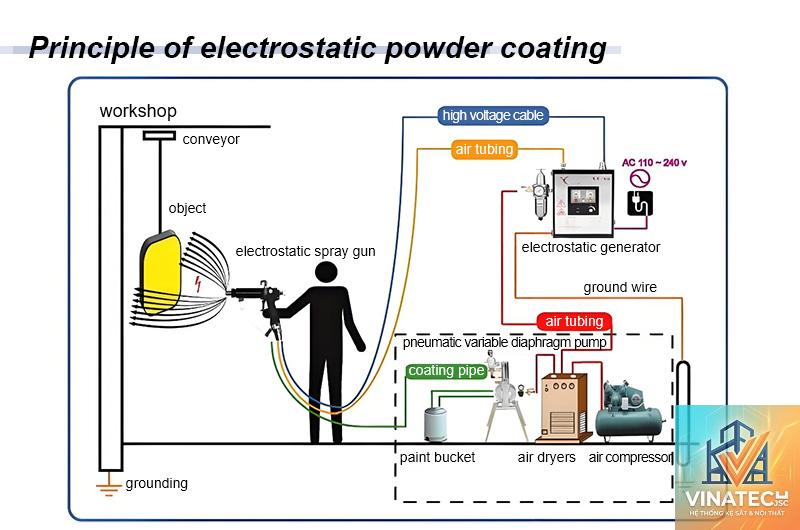
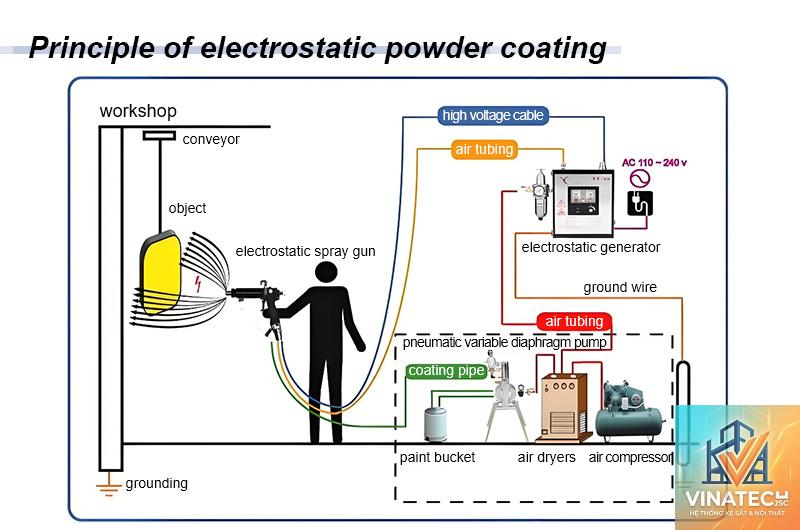
Hệ thống súng phun sơn tĩnh điện được trang bị điện cực điện áp cao, thường từ 30.000V đến 100.000V. Khi dòng vật liệu sơn (dạng bột hoặc lỏng) đi qua đầu súng, nó nhận điện tích âm từ điện cực. Tùy theo thiết kế, có thể dùng phương pháp corona (ion hóa không khí) hoặc tiếp xúc trực tiếp với điện cực để truyền điện tích.
Tạo trường điện từ giữa súng và vật liệu
Vật liệu cần sơn được treo trên dây chuyền hoặc đặt trên giá đỡ được nối với cực dương của nguồn điện, tức là nối đất (ground). Điều này tạo ra một trường tĩnh điện mạnh mẽ giữa súng và vật liệu. Các hạt sơn tích điện âm bị hút mạnh về phía bề mặt tích điện dương theo đường thẳng ngắn nhất, đảm bảo lớp phủ đồng đều ngay cả trên các bề mặt phức tạp.
Quá trình đóng rắn (curing)
Sau khi phủ đủ lớp sơn, sản phẩm được đưa vào lò sấy ở nhiệt độ từ 160°C đến 220°C (thường là 180-200°C) trong khoảng 10-20 phút. Nhiệt năng làm nóng chảy, chảy loang và kết dính các hạt sơn bột với nhau, đồng thời xảy ra phản ứng hóa học liên kết chéo (cross-linking) tạo thành màng sơn cứng, bền cơ học và hóa học. Với sơn tĩnh điện dạng lỏng, quá trình bay hơi dung môi và đóng rắn diễn ra ở nhiệt độ thấp hơn hoặc có thể bằng tia UV.
Phân Loại Electrostatic Painting: Bột Khô Và Sơn Lỏng
Đặc điểm
Sơn tĩnh điện bột (Powder coating)
Sơn tĩnh điện lỏng (Liquid electrostatic painting)
Nguyên liệu
Bột nhựa nhiệt rắn hoặc nhiệt dẻo (epoxy, polyester, polyurethane)
Sơn lỏng gốc dung môi hoặc nước pha thêm phụ gia dẫn điện
Quy trình ứng dụng
Phun bột khô lên bề mặt, sau đó sấy nóng chảy và đóng rắn
Phun sơn lỏng tích điện, dung môi bay hơi tự nhiên hoặc sấy ở nhiệt độ vừa phải
Độ dày lớp phủ
Dày hơn, thường 60-120 µm (có thể đạt đến 250 µm)
Mỏng hơn, 20-60 µm, tương tự sơn phun thường
Hiệu suất sử dụng vật liệu
Rất cao, trên 95% thu hồi bột thừa để tái sử dụng
Khoảng 65-85%, bị giới hạn bởi độ nhớt và dung môi
Độ bền
Vượt trội: chống va đập, chống xước, chịu hóa chất và mài mòn tốt
Khá bền, nhưng kém hơn sơn bột trong môi trường khắc nghiệt
Độ hoàn thiện bề mặt
Có thể đạt kết cấu mịn, nhám, da cam, hoặc hiệu ứng đặc biệt
Cho bề mặt mịn, bóng, đều màu hơn nếu được kiểm soát tốt
Thời gian đóng rắn
5-20 phút ở 180-200°C, phụ thuộc vào khối lượng vật liệu
Nhanh hơn nếu dùng UV, hoặc chậm hơn nếu sấy thông thường
Ứng dụng
Khung xe, máy móc công nghiệp, tủ điện, hàng rào, đồ gia dụng
Linh kiện ô tô, máy bay, đồ nội thất, thiết bị điện tử
Quy Trình Thực Hiện Sơn Tĩnh Điện Chuẩn
Để đạt được lớp phủ electrostatic painting chất lượng cao, cần tuân thủ quy trình gồm các bước:
Chuẩn bị bề mặt – Làm sạch dầu mỡ, gỉ sét, bụi bẩn bằng hóa chất tẩy rửa hoặc phun cát. Bước này quyết định độ bám dính và độ bền của màng sơn.
Tiền xử lý hóa học – Ngâm hoặc phun dung dịch phosphat hóa, chromate hoặc silan để tạo lớp chuyển tiếp giúp bám dính tốt hơn và chống ăn mòn.
Che chắn – Dùng băng keo chịu nhiệt hoặc nút silicon để bảo vệ những vùng không cần sơn như ren ốc, trục, lỗ lắp ghép.
Phun tĩnh điện – Thiết lập thông số súng (điện áp, áp suất khí, lưu lượng bột) và thực hiện phun một hoặc nhiều lớp. Giữ khoảng cách súng đều 15-30 cm và tốc độ di chuyển ổn định.
Sấy đóng rắn – Sản phẩm được đưa vào lò gas hoặc điện, duy trì nhiệt độ chính xác trong thời gian yêu cầu. Kiểm tra đồng hồ lò để đảm bảo không bị cháy hoặc non nhiệt.
Kiểm tra và hoàn thiện – Kiểm tra độ dày bằng thiết bị đo từ tính, thử độ bám dính (cross-cut test) và đóng gói sản phẩm sau khi nguội hẳn.
Những Lợi Ích Vượt Trội Của Công Nghệ Sơn Tĩnh Điện
Tiết kiệm nguyên liệu tối đa – Bột sơn không bám vào sản phẩm có thể thu hồi qua hệ thống xyclone và túi lọc, tái sử dụng đến 95%. Đây là lợi thế kinh tế rõ rệt cho sản xuất hàng loạt.
Bảo vệ môi trường – Sơn tĩnh điện dạng bột chứa gần như 0% dung môi hữu cơ dễ bay hơi (VOC), giảm thiểu phát thải độc hại và chi phí xử lý khí thải.
Độ bền cơ học và hóa học – Màng sơn sau khi đóng rắn có độ cứng, chịu mài mòn, chịu va đập gấp 2-3 lần sơn nước hoặc sơn dầu thông thường. Với lớp epoxy, khả năng chịu hóa chất gần như tuyệt đối.
Khả năng bao phủ vượt trội – Các hạt tích điện tự tìm đến điểm trống, đảm bảo che phủ cả những vùng khuất, góc 90°, hốc sâu mà sơn thường không thể với tới.
Tính thẩm mỹ đa dạng – Có thể tạo ra vô số hiệu ứng bề mặt: mờ, bóng, bóng mờ, vân băng, xước nhám, ánh kim, mờ chống lóa phù hợp cho từng ứng dụng.
Quy trình tự động hóa – Dễ dàng tích hợp vào robot và dây chuyền tự động, tăng năng suất cao gấp nhiều lần so với sơn thủ công, giảm sai sót do con người.
Hạn Chế Của Electrostatic Painting Cần Biết
Dù có nhiều ưu điểm, sơn tĩnh điện cũng tồn tại một số nhược điểm mà người dùng cần cân nhắc khi lựa chọn. Trước hết, chi phí đầu tư thiết bị ban đầu cao – súng phun, lò sấy, hệ thống thu hồi bột và trạm nguồn điện áp cao đòi hỏi vốn lớn. Đối với những xưởng nhỏ, thời gian hoàn vốn có thể kéo dài. Thứ hai, không phải mọi vật liệu đều sơn được – phương pháp này chỉ hiệu quả với kim loại và các vật liệu dẫn điện. Vật liệu nhựa, gỗ, thủy tinh cần phủ lớp sơn lót dẫn điện hoặc sử dụng kỹ thuật khác. Thứ ba, khó khăn khi sơn nhiều màu trên cùng một sản phẩm – do quy trình phủ cần che chắn phức tạp và việc thay đổi màu đòi hỏi vệ sinh hệ thống thu hồi triệt để, mất thời gian. Cuối cùng, độ dày lớp sơn khó kiểm soát chính xác vì lực tĩnh điện phụ thuộc vào hình dạng kích thước chi tiết, có thể tạo ra lớp phủ không đồng đều ở những vùng có điện dung khác nhau.
So Sánh Sơn Tĩnh Điện Với Sơn Phun Thông Thường
Tiêu chí
Electrostatic painting
Sơn phun thường (air spray)
Phạm vi ứng dụng
Công nghiệp sản xuất hàng loạt, chi tiết phức tạp
Sửa chữa nhỏ, sản phẩm đơn chiếc, vật liệu không dẫn điện
Hiệu suất chuyển giao sơn
70-95% (tùy loại sơn)
30-50% (nhiều sơn bay ra không khí)
Lượng phát thải VOC
Rất thấp hoặc bằng không (sơn bột)
Cao (dung môi hữu cơ 40-60% thể tích)
Thời gian khô / đóng rắn
Phải sấy nóng, tổng thời gian dài hơn
Bay hơi tự nhiên nhanh, có thể sấy nhẹ
Chất lượng bề mặt
Rất bền, đồng đều, khó trầy xước
Bền trung bình, dễ bị chảy nhỏ giọt nếu tay nghề kém
Chi phí lao động
Thấp nếu tự động hóa, cao nếu thủ công
Phụ thuộc tay nghề, khó đồng đều
Linh hoạt đổi màu
Thấp, cần làm sạch hệ thống thu hồi
Cao, chỉ cần thay bình sơn và vệ sinh súng
Ứng Dụng Thực Tế Của Electrostatic Painting Trong Đời Sống Và Công Nghiệp
Công nghệ sơn tĩnh điện hiện diện trong hầu hết các ngành sản xuất. Trong ngành ô tô, khung gầm, bộ phận treo, vành bánh xe và các chi tiết dưới gầm được phủ lớp sơn tĩnh điện để chống gỉ sét do muối đường và mưa axit. Trong lĩnh vực hàng không, sơn tĩnh điện được dùng để phủ các bộ phận động cơ, cánh turbine và thiết bị hạ cánh vì yêu cầu độ bền cao và khả năng chịu nhiệt độ khắc nghiệt.
Ngành sản xuất thiết bị gia dụng như tủ lạnh, máy giặt, lò vi sóng sử dụng sơn tĩnh điện để tạo lớp hoàn thiện đẹp mắt và chống trầy xước trong quá trình vận chuyển cũng như sử dụng hàng ngày. Đồ nội thất ngoài trời, cổng, hàng rào sắt rèn được sơn tĩnh điện để chịu được nắng mưa trong nhiều năm mà không bong tróc. Trong y tế, các khung giường bệnh, giá đỡ dụng cụ phẫu thuật cũng được phủ sơn tĩnh điện epoxy vì tính kháng khuẩn và dễ vệ sinh.
Những Sai Lầm Thường Gặp Khi Sử Dụng Sơn Tĩnh Điện Và Cách Khắc Phục
Chuẩn bị bề mặt qua loa – Dầu mỡ hoặc độ ẩm còn sót sẽ gây ra hiện tượng rỗ, phồng rộp màng sơn sau sấy. Cách khắc phục: luôn tẩy dầu mỡ bằng dung môi, phun cát khô và sơn trong vòng 2 giờ sau khi xử lý.
Điện áp và khoảng cách súng không phù hợp – Quá gần gây phóng điện đánh thủng màng sơn, quá xa làm giảm lực hút. Điều chỉnh khoảng cách phun từ 15-25 cm, điện áp căn cứ vào loại bột và hình dạng chi tiết.
Sấy quá nhanh hoặc quá chậm – Nhiệt độ lò thấp sẽ không đủ để bột chảy chảy đều, màng sơn bị nhám. Nhiệt độ quá cao gây cháy vàng hoặc tạo bọt khí. Luôn kiểm soát nhiệt độ lò và thời gian theo hướng dẫn của nhà sản xuất bột.
Thu hồi bột không lọc tạp chất – Bột sơn tái sử dụng cần được rây và trộn với bột mới theo tỷ lệ (thường 70% cũ + 30% mới) để tránh biến đổi màu sắc và kích thước hạt không đồng đều.
Bỏ qua kiểm tra bề mặt trước khi sấy – Các hạt bụi, tóc hoặc xơ vải bám vào bột trước khi đóng rắn sẽ tạo khuyết điểm vĩnh viễn. Cần dùng súng thổi ion hoặc khí nén sạch trước khi đưa vào lò.
Không có kế hoạch duy trì hệ thống nối đất – Điện trở mối nối đất lớn hơn 1 MΩ sẽ làm giảm đáng kể lực hút tĩnh điện. Định kỳ kiểm tra dây nối đất và độ dẫn điện của móc treo sản phẩm.
Lưu Ý Quan Trọng Khi Chọn Dịch Vụ Hoặc Tự Thực Hiện Sơn Tĩnh Điện
Nếu bạn có nhu cầu thuê dịch vụ sơn tĩnh điện chuyên nghiệp, hãy yêu cầu xem các mẫu thử nghiệm trước khi đặt hàng số lượng lớn. Một đơn vị uy tín phải cung cấp báo cáo kiểm tra độ bám dính (pull-off test), độ dày lớp phủ và khả năng chống muối mù (salt spray test). Đối với xưởng nhỏ tự trang bị, cần xem xét kỹ dung tích lò sấy phải đủ chứa sản phẩm lớn nhất và đảm bảo nguồn điện ba pha ổn định cho súng phun. Đừng quên trang bị bảo hộ lao động: mặt nạ phòng độc cho bụi mịn, găng tay chịu nhiệt và kính bảo vệ. Tuân thủ nghiêm ngặt các quy định về an toàn điện áp cao vì súng phun có thể gây phóng điện nguy hiểm.
Câu Hỏi Thường Gặp (FAQ)
Có thể sơn tĩnh điện lên nhựa được không?
Nhựa là vật liệu không dẫn điện, do đó không thể sơn tĩnh điện trực tiếp. Tuy nhiên, có thể phun một lớp sơn lót tĩnh điện dẫn điện chuyên dụng lên bề mặt nhựa đã được xử lý corona hoặc plasma, sau đó mới tiến hành phun lớp sơn chính. Phương pháp này thường dùng trong ngành sản xuất linh kiện ô tô và điện tử với chi phí cao hơn.
Sơn tĩnh điện có thể phủ lên nhiều lớp màu không?
Có thể thực hiện nhiều lớp sơn tĩnh điện với các màu khác nhau, nhưng cần sấy từng lớp mới và che chắn cẩn thận. Quy trình này làm giảm năng suất và tăng chi phí. Trong sản xuất hàng loạt, người ta thường chỉ sơn một màu duy nhất, trừ khi thiết kế yêu cầu hiệu ứng hai tông màu.
Tuổi thọ của lớp sơn tĩnh điện bao lâu?
Tùy thuộc vào môi trường sử dụng, nhiệt độ và quy trình bảo dưỡng. Thông thường, sơn tĩnh điện epoxy có thể chịu được 10-15 năm trong nhà, 5-8 năm ngoài trời nếu được phủ thêm lớp UV. Sơn polyester dùng ngoài trời có thể duy trì độ bóng và màu sắc trong 5-10 năm.
Sơn tĩnh điện có giá thành rẻ hơn sơn thường không?
Chi phí trên mỗi mét vuông của sơn tĩnh điện thấp hơn khi sản xuất với số lượng lớn nhờ hiệu suất sử dụng vật liệu cao và chi phí nhân công giảm. Tuy nhiên, với đơn hàng nhỏ lẻ dưới 50 m2, chi phí vận hành lò sấy và đầu tư thiết bị khiến giá có thể cao hơn so với sơn phun thủ công.
Có thể sơn lại lớp sơn tĩnh điện cũ không?
Được, nhưng cần loại bỏ hoàn toàn lớp sơn cũ bằng phương pháp phun cát, dung môi tẩy rửa mạnh hoặc đốt cháy trong lò. Nếu chỉ sơn chồng lên lớp cũ, độ bám dính sẽ kém và dễ bong tróc do chênh lệch nhiệt độ giãn nở giữa các lớp.
Sơn tĩnh điện có chịu được nhiệt độ cao không?
Có nhiều loại bột chịu nhiệt chuyên dụng dùng cho ống xả, lò nung, động cơ. Bột silicone và ceramic có thể chịu được nhiệt độ lên tới 600°C. Tuy nhiên, đa số bột polyester thông thường chỉ chịu được 150°C liên tục và 200°C gián đoạn.
Cần những thiết bị gì để bắt đầu làm sơn tĩnh điện tại nhà?
Bộ thiết bị cơ bản gồm: súng phun tĩnh điện (có máy biến áp tích hợp), máy nén khí (tối thiểu 0.6 m³/phút), bình hút ẩm khí nén, lò sấy (có thể tự chế từ thùng phuy cách nhiệt), bộ thu hồi bột đơn giản (hộp lọc HEPA) và nguồn điện 220V/10A. Chi phí trọn bộ dao động từ 15-40 triệu đồng tùy thương hiệu.
Kết Luận
Electrostatic painting là gì – đó là một công nghệ phủ bề mặt tiên tiến sử dụng lực hút tĩnh điện để tạo ra lớp sơn bền đẹp, đồng đều và thân thiện môi trường. Với khả năng tiết kiệm nguyên liệu, tăng độ bền cơ học và hóa học, giảm phát thải VOC, công nghệ này đang dần thay thế các phương pháp sơn truyền thống trong sản xuất công nghiệp hiện đại. Mặc dù chi phí đầu tư ban đầu khá cao và yêu cầu kỹ thuật khắt khe, lợi ích lâu dài về chất lượng và hiệu quả kinh tế khiến electrostatic painting trở thành lựa chọn hàng đầu cho các doanh nghiệp sản xuất kim loại, nội thất, linh kiện ô tô và thiết bị điện tử. Hy vọng bài viết đã cung cấp đầy đủ thông tin hữu ích để bạn đưa ra quyết định đúng đắn khi ứng dụng công nghệ này vào thực tế.