Công nghệ sơn tĩnh điện đã và đang trở thành phương pháp phủ bề mặt được ưa chuộng nhất trong các nhà máy sản xuất hiện đại. Không chỉ mang đến lớp hoàn thiện thẩm mỹ cao, công nghệ này còn nổi bật với khả năng chống ăn mòn vượt trội, độ bền cơ học tuyệt vời và thân thiện với môi trường nhờ loại bỏ hoàn toàn dung môi hữu cơ. Trong bối cảnh các tiêu chuẩn về bảo vệ môi trường ngày càng khắt khe, công nghệ sơn tĩnh điện trở thành lựa chọn hàng đầu cho nhiều lĩnh vực từ ô tô, điện tử, nội thất đến kiến trúc.
Công nghệ sơn tĩnh điện là gì? Nguyên lý hoạt động cốt lõi
Công nghệ sơn tĩnh điện là quy trình phủ một lớp bột sơn khô lên bề mặt vật liệu thông qua lực tĩnh điện, sau đó được nung nóng để tạo thành màng sơn cứng, bền. Khác với sơn lỏng truyền thống, sơn tĩnh điện không chứa dung môi, giúp giảm thiểu khí thải VOCs gây hại cho sức khỏe và môi trường.
Nguyên lý hoạt động của sơn tĩnh điện
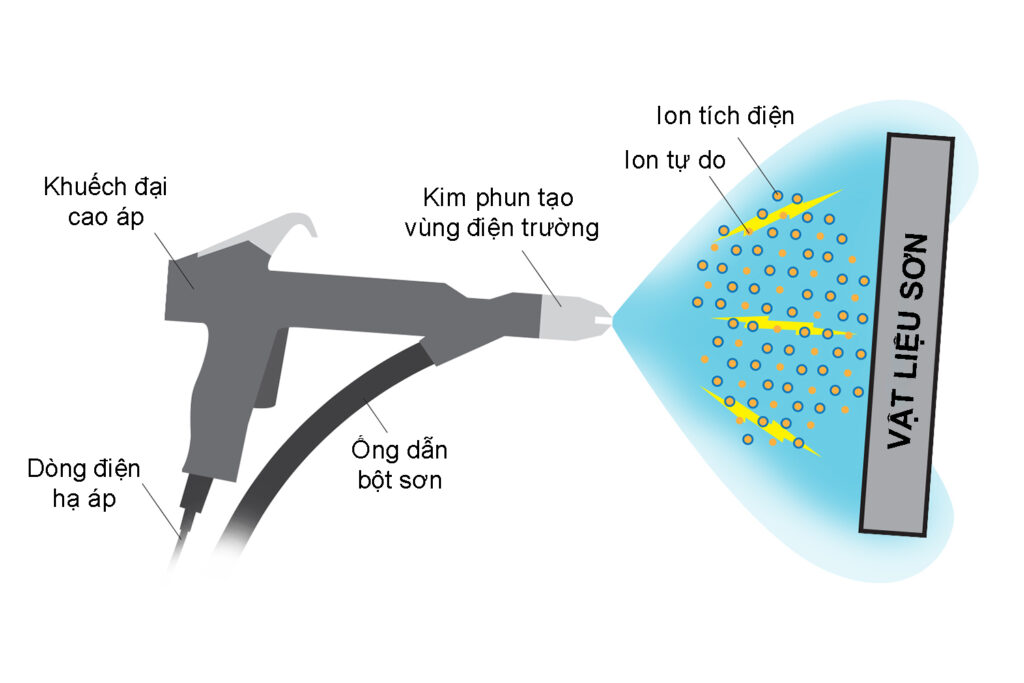
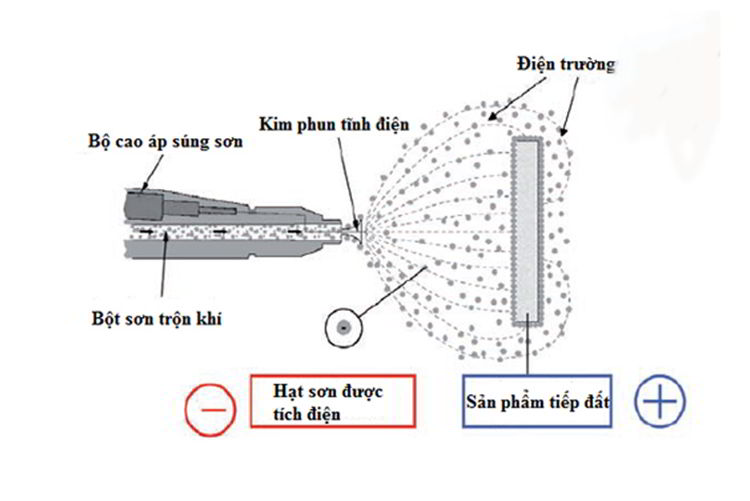
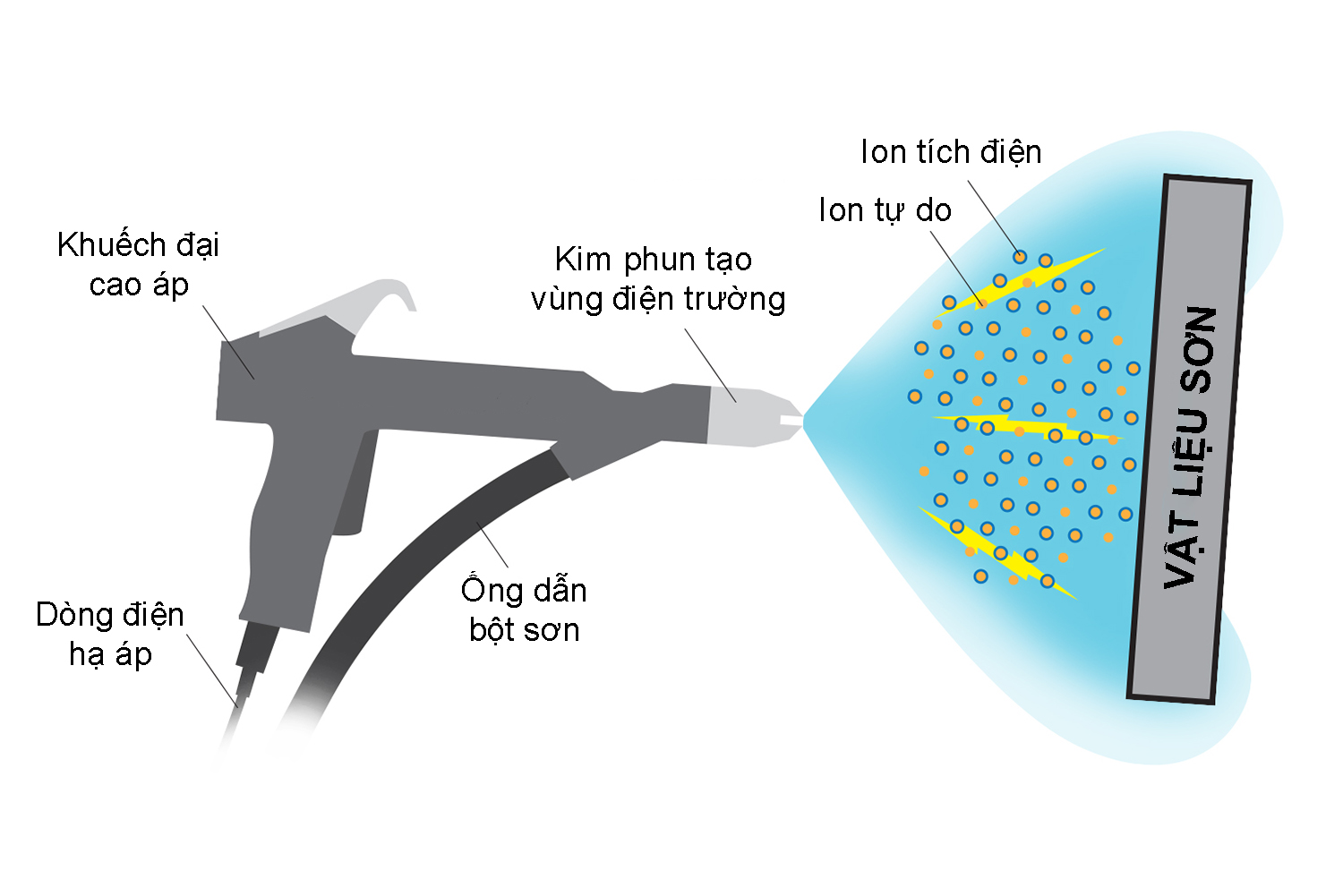
Bột sơn được tích điện dương từ súng phun tĩnh điện. Các hạt bột này được phun vào buồng phun, nơi vật liệu cần sơn được nối đất (tích điện âm). Nhờ lực hút tĩnh điện, các hạt bột bám chặt vào bề mặt vật liệu, tạo thành một lớp phủ đồng đều ngay cả trên các cạnh sắc và góc khuất. Sau đó, vật liệu được đưa vào lò sấy ở nhiệt độ từ 160°C đến 200°C, làm nóng chảy bột và đóng rắn thành màng sơn liên tục, bám dính cơ học lên bề mặt.
Yếu tố cốt lõi của công nghệ này là khả năng kiểm soát điện trường, kích thước hạt bột và thông số phun để đạt độ dày màng sơn mong muốn. Quá trình tích điện và nối đất phải được thực hiện chính xác để tránh hiện tượng “Faraday Cage” – khiến bột không thể phủ vào các góc lõm sâu.
Quy trình công nghệ sơn tĩnh điện chi tiết từ A đến Z
Để đạt được lớp hoàn thiện chất lượng cao, quy trình sơn tĩnh điện cần được thực hiện qua các bước với yêu cầu kỹ thuật nghiêm ngặt.
Bước 1: Xử lý bề mặt kim loại
Đây là giai đoạn then chốt quyết định độ bám dính. Bề mặt phải được tẩy dầu mỡ, làm sạch bụi bẩn và rỉ sét bằng hóa chất hoặc phun cát. Sau đó, phốt phát hóa (phốt phát kẽm hoặc sắt) tạo lớp màng chống ăn mòn tạm thời và tăng diện tích tiếp xúc cho bột sơn.
Bước 2: Phun sơn tĩnh điện
Bột sơn được đưa vào súng phun với áp suất khí nén và điện áp cao (thường 60-100 kV). Thợ vận hành cần điều chỉnh khoảng cách súng, lưu lượng bột và góc phun để kiểm soát độ dày màng sơn. Lớp sơn khô sau bước này đã bám chặt nhờ lực tĩnh điện nhưng chưa đóng rắn.
Bước 3: Sấy và đóng rắn
Vật liệu được đưa vào lò sấy theo nhiệt độ và thời gian phù hợp với từng loại bột. Ví dụ, bột epoxy thường sấy ở 180°C trong 10-15 phút, trong khi bột polyester cần 200°C. Nhiệt độ và thời gian sai lệch sẽ khiến màng sơn không đạt độ cứng hoặc bị cháy, phồng rộp.
Bước 4: Kiểm tra chất lượng
Đo độ dày màng sơn, độ bóng, độ bám dính bằng các phương pháp như test rạch dao, test uốn cong, test muối mù. Sản phẩm đạt yêu cầu sẽ được đóng gói, bảo quản nơi khô ráo tránh trầy xước.
Phân loại công nghệ sơn tĩnh điện phổ biến
Dựa vào thành phần hóa học, sơn tĩnh điện được chia làm hai nhóm chính: thermosetting (nhiệt rắn) và thermoplastic (nhiệt dẻo).
Loại sơn
Đặc điểm
Ứng dụng phổ biến
Epoxy (thermosetting)
Bám dính cực tốt, chống hóa chất mạnh, chịu mài mòn nhưng kém chịu UV, dễ bị ố vàng ngoài trời.
Thiết bị công nghiệp, đường ống ngầm, linh kiện điện tử.
Polyester (thermosetting)
Chịu thời tiết tốt, chống UV, màu sắc bền. Thường kết hợp với epoxy (hỗn hợp hybrid) để tối ưu.
Ngoài ra, sơn tĩnh điện còn phân loại theo màu sắc (RAL, NCS), hiệu ứng (bóng, mờ, vân kim loại, vân cát) và kích thước hạt (20-90 micron).
Ưu điểm và nhược điểm của công nghệ sơn tĩnh điện
Ưu điểm nổi bật
Không dung môi, thân thiện môi trường: Lượng VOCs gần như bằng 0, đáp ứng tiêu chuẩn khí thải nghiêm ngặt.
Lớp phủ dày hơn chỉ trong một lần phun: Có thể đạt 60-120 micron, trong khi sơn lỏng cần nhiều lớp. Giúp tăng hiệu quả chống ăn mòn.
Bám dính cơ và hóa học vượt trội: Lực tĩnh điện kết hợp liên kết nhiệt tạo nên độ bền cao, khó bong tróc.
Tiết kiệm nguyên liệu: Bột thừa có thể thu hồi và tái sử dụng, hệ số sử dụng đạt 95-98%.
Bề mặt đồng nhất, không chảy nhỏ giọt: Tránh được hiện tượng “chảy nước” thường gặp ở sơn lỏng.
Khả năng chống ăn mòn, hóa chất, UV tốt (tùy loại).
Nhược điểm cần cân nhắc
Chỉ áp dụng cho vật liệu dẫn điện: Kim loại (thép, nhôm, kẽm) là chủ yếu. Gỗ, nhựa cần phủ lớp dẫn điện đặc biệt.
Đầu tư ban đầu cao: Hệ thống súng phun, lò sấy, buồng thu hồi bột đòi hỏi vốn lớn.
Khó sửa chữa điểm: Nếu màng sơn bị lỗi, khó sơn lại cục bộ, phải sơn lại toàn bộ.
Yêu cầu kỹ thuật vận hành cao: Cần thợ có tay nghề để tránh lỗi như “peeling”, “orange peel”.
Màu sắc thay đổi nhẹ giữa các mẻ: Khó đồng bộ 100% nếu sản xuất nhiều lô.
So sánh công nghệ sơn tĩnh điện và sơn nước truyền thống
Tiêu chí
Sơn tĩnh điện
Sơn nước (lỏng)
Môi trường
Không dung môi, ít ô nhiễm
Chứa dung môi, phát thải VOCs
Độ dày màng sơn một lớp
60-120 micron
20-40 micron, cần nhiều lớp
Độ bám dính
Cao, chịu tác động cơ học tốt
Trung bình, dễ bong nếu bề mặt không tốt
Chống ăn mòn
Vượt trội (test muối mù 500-1000h)
Trung bình (200-500h)
Hiệu suất sử dụng nguyên liệu
95% (bột thu hồi)
60-70% (thất thoát do phun dư)
Năng suất sản xuất
Cao (tự động hóa dễ dàng)
Thấp hơn, phụ thuộc vào thời gian khô
Chi phí đầu tư thiết bị
Cao
Thấp hơn
Nhìn chung, sơn tĩnh điện phù hợp cho sản xuất hàng loạt, yêu cầu chất lượng cao và bền vững, trong khi sơn nước vẫn phù hợp cho các công việc sửa chữa nhỏ lẻ, vật liệu không dẫn điện hoặc ngân sách hạn chế.
Ứng dụng thực tế của công nghệ sơn tĩnh điện trong đời sống và sản xuất
Ngành ô tô và xe máy: Sơn khung, vành bánh, hệ thống treo, ốp nhựa được kim loại hóa. Các hãng như Toyota, Honda sử dụng sơn tĩnh điện cho khung gầm chống gỉ.
Thiết bị điện và điện tử: Vỏ tủ điện, biến áp, máy tính, máy giặt, tủ lạnh. Lớp cách điện và chống ẩm tốt.
Nội thất gia đình và văn phòng: Khung bàn ghế, giường, kệ sắt, đèn trang trí. Màu sắc đa dạng, độ bền cao.
Kiến trúc và xây dựng: Cửa nhôm, cửa sắt, lan can, mái tôn, kết cấu thép nhà xưởng. Chịu được thời tiết khắc nghiệt.
Ngành hàng không và tàu thủy: Chi tiết máy bay, thiết bị boong tàu cần chống ăn mòn muối biển.
Thiết bị y tế: Bề mặt giường bệnh, xe đẩy, dụng cụ phẫu thuật nhờ khả năng kháng khuẩn và dễ lau chùi.
Ứng dụng đang mở rộng sang nhựa kỹ thuật, gỗ MDF (phủ lớp sơn lót dẫn điện), và thậm chí sợi carbon nhờ các giải pháp tiền xử lý bề mặt hiện đại.
Những sai lầm thường gặp khi áp dụng công nghệ sơn tĩnh điện và cách khắc phục
Xử lý bề mặt không kỹ: Dầu mỡ hoặc bụi còn sót khiến màng sơn nổi lỗ kim, bong tróc. Khắc phục: tăng cường bước tẩy rửa bằng kiềm và phốt phát hóa.
Điều chỉnh điện áp phun sai: Điện áp quá thấp làm bột phủ kém, quá cao gây hiệu ứng “back ionization” – lỗi bọt khí. Cần cân chỉnh theo từng loại vật liệu.
Nhiệt độ sấy không đúng: Sấy nhanh quá sẽ gây bong rộp, sấy lâu quá làm vàng hoặc cháy. Sử dụng cảm biến nhiệt và thử nghiệm mẫu trước sản xuất.
Không kiểm soát độ dày màng sơn: Lớp quá mỏng kém chống gỉ, quá dày gây nứt. Dùng gauge đo từ tính hoặc cảm biến chênh lệch.
Bảo quản bột sơn không đúng: Bột bị ẩm hoặc nhiễm bẩn làm giảm chất lượng. Lưu trữ nơi khô ráo, nhiệt độ dưới 30°C, đậy kín sau khi dùng.
Vận hành thiết bị thu hồi bột kém: Bột tái sử dụng bị lẫn tạp chất, ảnh hưởng đến màu và độ bám. Nên sàng lọc và kiểm tra định kỳ.
Lưu ý quan trọng để đạt hiệu quả cao khi sơn tĩnh điện
Trước khi bắt đầu, cần thiết kế hệ thống treo sản phẩm hợp lý để tránh bóng đổ và tiết kiệm không gian. Các góc nhọn và cạnh sắc nên được bo tròn để bột không bị tích tụ gây chảy. Đối với vật liệu có hình dạng phức tạp, nên sử dụng súng phun với nhiều đầu phun hoặc robot tự động. Luôn kiểm tra độ dẫn điện của bề mặt nếu sơn lên vật liệu phi kim. Ngoài ra, việc lựa chọn nhà cung cấp bột sơn uy tín, có chứng nhận chất lượng (ISO, RoHS) giúp ổn định đầu ra sản phẩm.
Câu hỏi thường gặp (FAQ) về công nghệ sơn tĩnh điện
Sơn tĩnh điện có bền không?
Độ bền rất cao, màng sơn có thể chịu được va đập, mài mòn, hóa chất và thời tiết khắc nghiệt. Bảo hành thực tế từ 5-10 năm tùy môi trường sử dụng. Test tiêu chuẩn như ASTM B117 cho thấy lớp sơn tĩnh điện epoxy chịu muối mù trên 800 giờ.
Có thể sơn tĩnh điện lên nhựa được không?
Được, nếu nhựa chịu nhiệt trên 100°C (ví dụ ABS, polycarbonate). Cần phủ thêm lớp sơn lót dẫn điện hoặc xử lý bề mặt bằng plasma. Nhựa mềm như PE, PP khó bám dính hơn.
Giá thành sơn tĩnh điện có cao không?
Chi phí đầu tư thiết bị cao hơn sơn lỏng nhưng giá thành trên mỗi đơn vị sản phẩm cạnh tranh nhờ tiết kiệm nguyên liệu và nhân công. Thích hợp cho sản xuất số lượng lớn, lợi nhuận tăng dần theo thời gian.
Sơn tĩnh điện có thể phun nhiều màu trên cùng một sản phẩm không?
Có, nhưng cần che chắn kỹ vùng cần giữ màu cũ. Nếu yêu cầu nhiều màu phức tạp, quy trình sẽ bao gồm nhiều bước phun và sấy riêng biệt, làm tăng thời gian sản xuất.
Cách nhận biết sơn tĩnh điện giả, kém chất lượng?
Dùng test bám dính: rạch dao ô vuông, nếu màng sơn bong tróc nhiều là chất lượng thấp. Mùi khét khi sấy, màu sắc không đồng đều, bề mặt sần sùi là dấu hiệu của bột pha tạp hoặc quy trình sai.
Kết luận
Công nghệ sơn tĩnh điện đã khẳng định vị thế là giải pháp phủ bề mặt ưu việt, đáp ứng đồng thời yêu cầu thẩm mỹ, độ bền và bảo vệ môi trường. Dù có những hạn chế nhất định về chi phí đầu tư và vật liệu, nhưng lợi ích kinh tế và chất lượng lâu dài khiến công nghệ này ngày càng phổ biến. Để tận dụng tối đa tiềm năng, doanh nghiệp cần đầu tư đúng quy trình, đào tạo nhân lực và chọn nguyên liệu tin cậy. Với xu hướng xanh hóa sản xuất, sơn tĩnh điện chắc chắn sẽ còn phát triển mạnh mẽ trong tương lai.