Anodizing là một quá trình điện hóa giúp tạo ra lớp oxit bảo vệ trên bề mặt kim loại, phổ biến nhất là nhôm và hợp kim nhôm. Phương pháp này không chỉ tăng cường khả năng chống ăn mòn và chống mài mòn cho vật liệu mà còn cải thiện đáng kể tính thẩm mỹ thông qua khả năng tạo màu đa dạng. Anodizing là gì? Đó chính là giải pháp xử lý bề mặt tiên tiến, được ứng dụng rộng rãi từ ngành hàng không, ô tô, xây dựng cho đến đồ gia dụng và linh kiện điện tử.
Anodizing là quá trình cố ý làm dày lớp oxit tự nhiên trên bề mặt kim loại thông qua dòng điện một chiều trong dung dịch điện phân. Không giống như sơn hay mạ, lớp anodizing không chỉ bám dính cơ học mà thực chất là một phần của cấu trúc kim loại nền, hình thành từ các phản ứng hóa học điện cực.
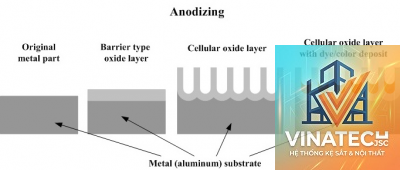
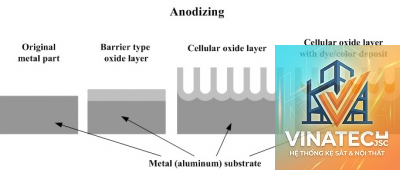
Cơ Chế Hình Thành Lớp Anodizing
Khi đặt nhôm làm cực dương (anode) trong bể chứa dung dịch axit (thường là axit sulfuric hoặc axit chromic), dòng điện kích thích ion oxy kết hợp với nguyên tử nhôm trên bề mặt. Phản ứng tạo ra nhôm oxit (Al₂O₃) dưới dạng cấu trúc hình lục giác xốp. Độ dày lớp oxit này có thể gấp 1000 lần lớp oxit tự nhiên (0.01 micromet) so với 10-30 micromet của anodizing tiêu chuẩn.
Sự Khác Biệt Giữa Lớp Oxit Tự Nhiên Và Lớp Anodizing
Quy trình anodizing gồm nhiều giai đoạn xử lý trước và sau, đảm bảo chất lượng bề mặt đồng nhất. Mỗi bước đều ảnh hưởng trực tiếp đến độ bền và tính thẩm mỹ cuối cùng.
Tiền xử lý bề mặt: Tẩy dầu mỡ, làm sạch bụi bẩn bằng chất kiềm hoặc axit nhẹ. Một số chi tiết phức tạp cần xử lý siêu âm.
Khắc axit (Etching): Tạo độ nhám vi mô giúp tăng độ bám dính và làm mờ các vết xước trên bề mặt nhôm.
Nguội (Desmut): Loại bỏ tro nhôm và tạp chất còn lại sau bước khắc.
Anodizing chính: Ngâm chi tiết vào bể chứa axit sulfuric (15-20% nồng độ) ở nhiệt độ 20-22°C, cấp dòng điện một chiều với mật độ 1.3-1.8 A/dm², thời gian 20-40 phút tùy độ dày yêu cầu.
Nhuộm màu (tùy chọn): Nhúng chi tiết vào bể thuốc nhuộm hữu cơ sôi (50-60°C) để tạo màu sắc mong muốn.
Niêm phong (Sealing): Đóng kín các lỗ xốp bằng cách ngâm trong nước nóng (95-100°C) hoặc dung dịch niken axetat, giúp tăng khả năng chống bám bẩn và bảo vệ màu sắc.
Các Loại Anodizing Phổ Biến Hiện Nay
1. Anodizing Axit Sulfuric (Type II)
Loại phổ biến nhất, cho lớp anodizing từ 5-25 micromet, độ cứng vừa phải. Thích hợp cho chi tiết kiến trúc, đồ nội thất và linh kiện điện tử dân dụng. Bề mặt sau anodizing dễ nhuộm màu trang trí.
2. Anodizing Lớp Cứng (Type III – Hard Coat)
Sử dụng nồng độ axit thấp hơn (12-15%), nhiệt độ thấp hơn (0-5°C) và dòng điện cao hơn (3-5 A/dm²). Lớp oxit đạt độ dày từ 25-100 micromet, độ cứng có thể lên đến 600 HV. Ứng dụng trong piston xi lanh, bánh răng và các chi tiết chịu mài mòn trong ngành công nghiệp nặng.
3. Anodizing Axit Chromic (Type I)
Tạo lớp màng mỏng (2-5 micromet) nhưng có độ linh hoạt cao, ít làm thay đổi kích thước chi tiết. Thường dùng cho các chi tiết hàng không và yêu cầu độ chính xác cao, giúp phát hiện vết nứt dễ dàng hơn.
Kết hợp kiểm soát độ dày chính xác (15-20 micromet) và sử dụng thuốc nhuộm kim loại hoặc màu hữu cơ chịu UV cao. Đảm bảo độ bền màu dưới tác động thời tiết khắc nghiệt, thường thấy trên mặt tiền tòa nhà và khung cửa nhôm.
Lợi Ích Của Anodizing So Với Các Phương Pháp Xử Lý Bề Mặt Khác
Độ bám dính tuyệt đối: Lớp oxit là một phần của kim loại nền, không bị bong tróc như sơn hay mạ.
Khả năng chống ăn mòn vượt trội: Đặc biệt trong môi trường axit nhẹ và nước biển, tuổi thọ có thể lên đến 20-30 năm.
Tính thẩm mỹ cao: Có thể đạt màu sắc tự nhiên (bạc, vàng, đen) hoặc nhuộm hàng trăm màu khác nhau.
Thân thiện môi trường: Dung dịch điện phân (axit loãng) có thể tái chế, không chứa kim loại nặng độc hại như crom hóa trị 6 trong mạ chrome.
Không ảnh hưởng đến tính dẫn điện: Lớp oxit là chất cách điện, nhưng chỉ ngăn dòng điện một chiều, vẫn cho phép tản nhiệt tốt.
Hạn Chế Và Những Điều Cần Lưu Ý Khi Sử Dụng Anodizing
Anodizing không phải là giải pháp hoàn hảo cho mọi trường hợp. Độ mỏng của lớp oxit (tối đa 100 micromet) không thể so sánh với mạ crom cứng (có thể đạt 500 micromet). Ngoài ra, lớp anodizing giòn và dễ nứt khi chi tiết chịu uốn hoặc va đập mạnh. Bề mặt anodizing cũng nhạy cảm với kiềm mạnh (pH >9) và chất tẩy rửa chứa flo.
Chi phí anodizing cao hơn sơn tĩnh điện khoảng 20-40% nhưng lại thấp hơn mạ nickel hóa học. Với các chi tiết có hình dạng phức tạp, khó đảm bảo độ dày đồng đều tại những góc cạnh sâu và lỗ nhỏ.
Ứng Dụng Thực Tế Của Anodizing Trong Các Ngành Công Nghiệp
Ngành hàng không và vũ trụ
Tấm vỏ máy bay, khung cánh và chi tiết động cơ thường được anodizing bằng axit chromic để tăng độ bền mỏi và phát hiện vết nứt. Boeing và Airbus sử dụng tiêu chuẩn MIL-A-8625 Type I cho 90% chi tiết nhôm.
Ngành ô tô
Mâm xe, cản trước, khung xe thể thao, tay nắm cửa và các chi tiết trang trí nội thất anodizing giúp tăng tính sang trọng và chống trầy xước. Xe Tesla Model S dùng nhôm anodizing đen cho bộ khung cửa sổ.
Ngành xây dựng và kiến trúc
Cửa sổ nhôm, vách mặt dựng, lan can ban công và mái che được anodizing màu bạc hoặc nâu đồng để chống chịu thời tiết. Sydney Opera House sử dụng nhôm anodizing cho các tấm ốp trần.
Điện tử và thiết bị gia dụng
Vỏ máy tính xách tay (MacBook, Dell XPS), điện thoại thông minh (iPhone dòng Pro), nồi cơm điện, ấm siêu tốc và nồi chiên không dầu. Anodizing giúp tản nhiệt tốt và chống rỉ sét khi tiếp xúc thực phẩm.
Thiết bị y tế và quân sự
Dụng cụ phẫu thuật, máy chụp X-quang, vỏ thiết bị quân sự và đạn dược. Lớp anodizing cứng giúp giảm ma sát và tăng tuổi thọ trong điều kiện khắc nghiệt.
Sai Lầm Thường Gặp Khi Thực Hiện Anodizing Và Cách Khắc Phục
Không làm sạch kỹ bề mặt: Dầu mỡ hoặc bụi bẩn cản trở quá trình oxi hóa, gây ra đốm trắng. Giải pháp: sử dụng chất tẩy dầu chuyên dụng và rửa nhiều lần bằng nước khử ion.
Nhiệt độ bể quá cao: Trên 25°C khi anodizing sulfuric làm tan lớp oxit, gây ra bề mặt mờ đục. Cần duy trì nhiệt độ ổn định bằng hệ thống làm lạnh.
Mật độ dòng điện không đúng: Dòng quá thấp tạo lớp oxit mỏng; dòng quá cao gây cháy bề mặt. Sử dụng nguồn điện (rectifier) có kiểm soát chính xác.
Niêm phong không hoàn chỉnh: Nếu nhiệt độ nước niêm phong dưới 90°C, lỗ xốp không được đóng kín dẫn đến bám bẩn và ăn mòn về sau. Kiểm tra nhiệt kế và thời gian ngâm.
Lưu Ý Quan Trọng Khi Gia Công Anodizing Cho Doanh Nghiệp
Chọn loại hợp kim nhôm thích hợp: nhôm nguyên chất (1xxx) và nhôm 6061, 6063 cho kết quả anodizing đẹp và đồng nhất. Nhôm đúc (ADC12) thường có tạp chất silic cao, khó đạt màu sáng. Đường hàn cần được đánh bóng kỹ để tránh chênh lệch màu sắc. Khi thiết kế chi tiết, nên tránh các góc nhọn và khe hở sâu dưới 3 lần chiều rộng để dung dịch lưu thông tốt.
Đối với các linh kiện điện tử, cần cân nhắc độ dày anodizing vì lớp oxit có điện trở cao có thể ảnh hưởng đến tiếp xúc mặt đất. Trong trường hợp yêu cầu dẫn điện, nên che chắn một phần bề mặt trước khi anodizing hoặc sau đó phay bỏ lớp oxit tại vị trí tiếp xúc.
Câu Hỏi Thường Gặp Về Anodizing
Anodizing có bị phai màu theo thời gian không?
Màu nhuộm hữu cơ có thể phai dưới ánh nắng mặt trời trong vòng 5-7 năm, đặc biệt là màu đỏ và xanh dương. Các màu tự nhiên (vàng, đen) từ quá trình anodizing không nhuộm có độ bền màu vượt trội, trên 20 năm.
Lớp anodizing có chịu được môi trường nước biển không?
Có, nếu độ dày trên 15 micromet và được niêm phong đúng cách. Nhôm 5052 anodizing có thể hoạt động tốt trong môi trường nước mặn lên đến 10 năm, chỉ thua kém thép không gỉ nhưng nhẹ hơn 60%.
Có thể anodizing lại trên bề mặt đã anodizing không?
Có thể, nhưng cần tẩy bỏ lớp oxit cũ bằng dung dịch kiềm hoặc axit photphoric đậm đặc. Quá trình này làm thay đổi kích thước chi tiết và có thể ảnh hưởng đến dung sai lắp ráp.
Chi phí anodizing tính như thế nào?
Chi phí thường tính theo diện tích bề mặt (m²) hoặc trọng lượng (kg). Với các chi tiết nhỏ và đơn giản, giá khoảng 150.000 – 300.000 VNĐ/m² cho anodizing bạc tiêu chuẩn. Màu nhuộm tăng thêm 20-30%, anodizing cứng tăng gấp đôi.
Anodizing có an toàn cho thực phẩm không?
Lớp oxit nhôm anodizing trơ về mặt hóa học, không thôi nhiễm vào thực phẩm. Nhiều nồi và chảo nhôm anodizing đạt chứng nhận FDA và EU cho các thiết bị nấu ăn.
Kết Luận Về Anodizing Trong Công Nghiệp Chế Tạo
Anodizing là công nghệ xử lý bề mặt mang lại giá trị bền vững cho các sản phẩm từ nhôm. Khả năng chống ăn mòn, độ cứng và tính thẩm mỹ đã biến nó thành lựa chọn hàng đầu trong hàng loạt lĩnh vực từ hàng không đến đồ gia dụng. Hiểu rõ bản chất anodizing là gì cùng với các yếu tố kiểm soát quy trình như nhiệt độ, mật độ dòng điện và vật liệu nền sẽ giúp doanh nghiệp tối ưu hóa chi phí và chất lượng sản phẩm. Trong bối cảnh yêu cầu về độ bền và môi trường ngày càng cao, anodizing hiện diện như một giải pháp vượt trội cần khai thác triệt để.