Sơn tĩnh điện (sơn t powder) đã trở thành công nghệ phủ bề mặt phổ biến trong nhiều ngành công nghiệp nhờ độ bền và tính thẩm mỹ. Tuy nhiên, bên cạnh những ưu điểm vượt trội, nhược điểm sơn tĩnh điện là điều mà người dùng cần nắm rõ trước khi quyết định ứng dụng. Bài viết này sẽ phân tích toàn diện những hạn chế, yếu điểm và rủi ro tiềm ẩn của công nghệ sơn tĩnh điện, giúp bạn đưa ra lựa chọn phù hợp nhất cho dự án của mình.
Sơn tĩnh điện là gì? Bản chất của công nghệ phủ tĩnh điện
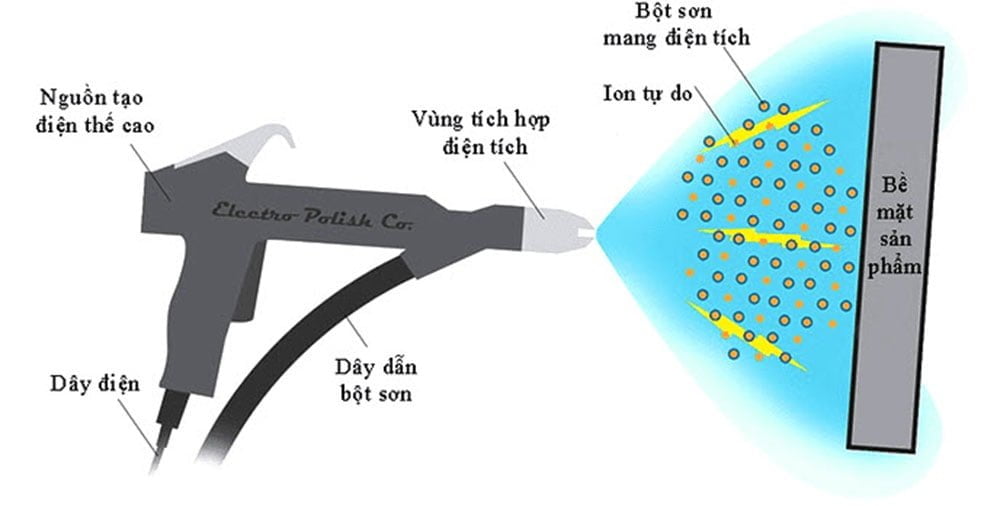
Sơn tĩnh điện là kỹ thuật phủ bề mặt sử dụng bột sơn khô được tích điện dương, phun lên vật cần sơn đã được tích điện âm. Nhờ lực hút tĩnh điện, các hạt bột bám chặt vào bề mặt, sau đó được nung nóng trong lò để tạo thành lớp màng hoàn chỉnh. Quy trình này tạo ra lớp phủ đồng nhất, bền bỉ, chịu lực và chống ăn mòn tốt.
Tuy nhiên, chính nguyên lý hoạt động đặc thù này đã tạo ra không ít nhược điểm sơn tĩnh điện mà nhiều người chưa lường trước được. Việc hiểu rõ những mặt trái giúp doanh nghiệp và cá nhân tránh được những sai lầm tốn kém.
Phân loại nhược điểm sơn tĩnh điện theo khía cạnh kỹ thuật và ứng dụng
Nhược điểm của sơn tĩnh điện có thể chia thành nhiều nhóm khác nhau, từ bản chất kỹ thuật, chi phí, tính linh hoạt cho đến các rủi ro trong quá trình thi công.
1. Nhược điểm về tính linh hoạt và hạn chế vật liệu
Một trong những nhược điểm sơn tĩnh điện lớn nhất là không thể áp dụng lên mọi bề mặt. Công nghệ này chỉ hiệu quả với các vật liệu dẫn điện như kim loại (sắt, thép, nhôm, hợp kim). Với các chất liệu không dẫn điện như gỗ, nhựa, kính, vải, cao su, quy trình sơn tĩnh điện gần như bất khả thi hoặc yêu cầu xử lý bề mặt phức tạp, tốn kém.
Giới hạn bề mặt dẫn điện: Vật liệu phải có khả năng dẫn điện để tạo ra lực hút tĩnh điện. Nếu không, bột sơn sẽ không bám đều hoặc rơi rụng hoàn toàn.
Khó sơn vật có hình dạng phức tạp: Hiệu ứng Faraday khiến sơn khó len lỏi vào các góc khuất, rãnh sâu, hốc nhỏ. Những khu vực này thường bị thiếu sơn hoặc lớp phủ không đều, đòi hỏi kỹ thuật viên tay nghề cao và thiết bị hỗ trợ.
Chịu nhiệt kém với vật liệu nhạy cảm: Quá trình nung nóng ở 160-220°C trong lò có thể làm biến dạng hoặc hư hỏng các chi tiết nhựa, hợp kim nhôm mỏng, sản phẩm có mối hàn yếu.
2. Nhược điểm về chi phí đầu tư và vận hành
Dù chi phí cho mỗi đơn vị diện tích có thể cạnh tranh, nhưng nhược điểm sơn tĩnh điện về mặt tài chính nằm ở khoản đầu tư ban đầu lớn và chi phí vận hành phức tạp.
Hạng mục chi phí
Chi phí trung bình (ước tính)
Ghi chú
Hệ thống súng phun tĩnh điện
5.000 – 15.000 USD
Phụ thuộc thương hiệu, số lượng súng
Lò nung (kích thước trung bình)
15.000 – 30.000 USD
Lò nung gas hoặc điện
Buồng phun và hệ thống thu hồi bột
8.000 – 20.000 USD
Bao gồm cyclone, filter
Chi phí điện năng duy trì lò
Cao
Lò hoạt động liên tục để đạt nhiệt độ đồng nhất
Những con số này vượt xa so với hệ thống sơn nước truyền thống. Với các cơ sở nhỏ lẻ, việc đầu tư toàn bộ hệ thống sơn tĩnh điện là không khả thi. Ngoài ra, chi phí bảo trì định kỳ như thay điện cực súng, vệ sinh buồng phun, kiểm tra hệ thống thu hồi bột cũng là gánh nặng tài chính đáng kể.
3. Nhược điểm về chất lượng bề mặt và màu sắc
Dù tạo ra lớp phủ bền, nhưng nhược điểm sơn tĩnh điện thể hiện rõ khi cần độ mịn cao, bề mặt gương hoặc các hiệu ứng đặc biệt.
Bề mặt không thể đạt độ mịn tuyệt đối: Sơn tĩnh điện có xu hướng tạo bề mặt hơi sần hoặc vỏ cam (orange peel). Để đạt độ nhẵn bóng cao, cần đánh bóng cơ học sau khi sơn, làm tăng thời gian và công sức.
Hạn chế pha màu và hiệu ứng: Hệ màu của sơn tĩnh điện bị giới hạn so với sơn nước. Các hiệu ứng như metallic, ánh nhũ, đổi màu theo góc nhìn rất khó thực hiện và đòi hỏi kinh nghiệm pha chế cao. Không thể pha màu trực tiếp tại chỗ như sơn lỏng.
Độ dày lớp phủ khó kiểm soát chính xác: Trong quá trình phun, lượng bột tích điện phụ thuộc vào nhiều yếu tố như độ ẩm, điện áp, khoảng cách phun. Kết quả là lớp phủ có thể dày không đồng đều ở các vị trí khác nhau trên cùng một chi tiết.
So sánh nhược điểm sơn tĩnh điện với sơn nước truyền thống
Để hiểu rõ hơn về những mặt hạn chế, việc so sánh song song với công nghệ sơn nước là cần thiết.
Tiêu chí
Sơn tĩnh điện
Sơn nước (sơn lỏng)
Yêu cầu vật liệu
Chỉ dẫn điện được
Hầu hết các bề mặt (kim loại, gỗ, nhựa, kính)
Đầu tư ban đầu
Rất cao
Thấp – trung bình
Thời gian xử lý
Phải nung lò (45-90 phút)
Khô tự nhiên hoặc sấy nhẹ (nhanh hơn)
Khả năng sửa lỗi
Không thể sửa cục bộ, phải làm lại cả chi tiết
Có thể sơn lại, tô điểm, đánh bóng cục bộ
Màu sắc và hiệu ứng
Bị giới hạn, khó pha phức tạp
Đa dạng, dễ pha chế, hiệu ứng phong phú
Độ dày lớp phủ
60-120 micron, khó đồng đều
30-80 micron, dễ kiểm soát
Khả năng tái chế bột sơn
Có thể thu hồi (70-95%)
Không thể tái chế dung môi
Rõ ràng, nhược điểm sơn tĩnh điện tập trung ở tính kén vật liệu, chi phí đầu tư cao và độ linh hoạt thấp. Ngược lại, sơn nước lại thắng thế ở những khía cạnh này.
Nhược điểm sơn tĩnh điện trong quy trình thi công thực tế
4. Quy trình xử lý phức tạp và yêu cầu kỹ thuật cao
Khác với sơn thông thường, quy trình sơn tĩnh điện yêu cầu nhiều công đoạn khắt khe. Chỉ một sai sót nhỏ có thể dẫn đến sản phẩm lỗi hàng loạt.
Khâu chuẩn bị bề mặt khó khăn: Bề mặt phải được tẩy dầu mỡ, rỉ sét, phốt phát hóa hoặc phun cát kỹ lưỡng. Nếu còn tạp chất, lớp sơn sẽ bong tróc ngay sau khi nung.
Điều kiện môi trường khắc nghiệt: Độ ẩm không khí ảnh hưởng trực tiếp đến hiệu quả tích điện. Ở những nơi có độ ẩm cao trên 70%, khả năng bám dính giảm mạnh.
Thời gian nung và nhiệt độ yêu cầu chính xác: Mỗi loại bột sơn có biểu đồ nung riêng. Nếu nhiệt độ lò không đều, một số chi tiết bị chín quá mức (cháy vàng, giòn) hoặc chưa đủ nhiệt (dính, bám bột kém).
5. Khó khăn trong việc sửa chữa và bảo trì
Đây là một trong những nhược điểm sơn tĩnh điện gây phiền toái nhất cho người dùng cuối. Khi lớp sơn bị trầy xước, mẻ hoặc bong tróc cục bộ, không thể sơn đắp tại chỗ để khắc phục nhanh.
Phải tháo rời chi tiết, làm sạch toàn bộ lớp sơn cũ bằng hóa chất hoặc phun cát, sau đó thực hiện lại toàn bộ quy trình từ đầu. Điều này đồng nghĩa với thời gian chết kéo dài, chi phí nhân công và vật liệu cao. Với các sản phẩm lớn như khung xe, vỏ thiết bị công nghiệp, việc này gần như là thảm họa đối với dây chuyền sản xuất.
Ảnh hưởng của nhược điểm sơn tĩnh điện đến các ngành ứng dụng
Mỗi ngành công nghiệp chịu tác động khác nhau từ những mặt hạn chế của công nghệ này.
Ngành ô tô, xe máy: Các chi tiết nhựa, cao su không thể sơn tĩnh điện trực tiếp. Phải dùng các chi tiết kim loại riêng biệt hoặc xử lý bề mặt phức tạp. Việc sửa chữa vết xước trên khung xe sơn tĩnh điện tại garage là cực kỳ khó khăn, thường phải gửi về nhà máy hoặc làm lại toàn bộ khung.
Ngành thiết bị gia dụng: Các sản phẩm như tủ lạnh, máy giặt, lò vi sóng thường có kết cấu kim loại kết hợp nhựa. Sơn tĩnh điện chỉ phủ được phần kim loại, phần nhựa phải sơn riêng bằng phương pháp khác, gây khó khăn trong việc đồng bộ màu sắc.
Ngành xây dựng và kiến trúc: Sơn tĩnh điện cho cửa nhôm, lan can, khung thép có độ bền cao nhưng khó thay đổi màu sắc Khi cần sơn lại sau nhiều năm, việc loại bỏ lớp sơn cũ trên bề mặt nhôm định hình rất tốn kém và có thể làm hỏng bề mặt kim loại.
Sai lầm thường gặp khi sơn tĩnh điện và cách tránh
Nhiều cơ sở mới vào nghề thường mắc phải những sai lầm làm trầm trọng thêm nhược điểm sơn tĩnh điện.
Không kiểm soát độ ẩm buồng phun: Bột sơn hút ẩm rất nhanh. Nếu bảo quản không tốt, bột vón cục, phun không đều, lớp sơn sau nung nổi hạt. Giải pháp: luôn giữ độ ẩm dưới 50% và sử dụng bột trong vòng 24h sau khi mở túi.
Phun quá dày ngay một lần: Cố tình phun nhiều bột để đạt độ dày mong muốn gây hiện tượng chảy nhựa, bề mặt gồ ghề. Giải pháp: phun thành nhiều lớp mỏng, mỗi lớp dày 20-30 micron, theo quy trình phun ướt-ướt nếu cần.
Bỏ qua bước kiểm tra hạt bột mịn: Bột sơn tái chế sau cyclone thường lẫn tạp chất, kích thước hạt không đều. Giải pháp: luôn rây lại bột thu hồi qua lưới 100-200 mesh trước khi sử dụng lại.
Không hiệu chỉnh súng phun theo hình dạng vật: Sử dụng một thông số điện áp cho mọi chi tiết gây ra hiệu ứng Faraday ở góc cạnh. Giải pháp: giảm điện áp khi phun các chi tiết phức tạp, tăng lưu lượng gió cho các hốc sâu.
Lưu ý quan trọng để giảm thiểu nhược điểm sơn tĩnh điện
Dù tồn tại nhiều hạn chế, vẫn có thể hạn chế tác động của chúng nếu hiểu rõ bản chất và áp dụng đúng cách.
Lựa chọn vật liệu phù hợp: Chỉ sử dụng sơn tĩnh điện cho các chi tiết kim loại có khả năng chịu nhiệt. Với vật liệu đặc thù, nên chọn công nghệ phủ khác như sơn tĩnh điện UV-cured cho nhựa chịu nhiệt thấp.
Đầu tư vào đào tạo nhân lực: Kỹ thuật viên là yếu tố quyết định. Một người thợ giỏi có thể giảm thiểu hiệu ứng Faraday, kiểm soát độ dày và điều chỉnh chế độ nung phù hợp.
Thiết kế chi tiết tối ưu cho sơn tĩnh điện: Tránh các góc nhọn quá 90 độ, hốc quá sâu, mép cạnh sắc. Bo tròn các góc giúp sơn phân bố đều hơn.
Bảo trì định kỳ hệ thống: Vệ sinh buồng phun hàng tuần, kiểm tra điện cực súng mỗi tháng, hiệu chuẩn lò nung 6 tháng/lần để đảm bảo nhiệt độ đồng nhất.
Câu hỏi thường gặp về nhược điểm sơn tĩnh điện (FAQ)
Sơn tĩnh điện có bị phai màu không?
Sơn tĩnh điện thường có độ bền màu tốt hơn sơn nước, nhưng vẫn bị ảnh hưởng bởi tia UV trong thời gian dài. Các màu sáng như trắng, kem dễ bị ngả vàng sau 2-3 năm ngoài trời. Sử dụng bột sơn loại UV resistant sẽ giảm thiểu hiện tượng phai màu.
Tại sao sơn tĩnh điện bị chảy nhựa?
Hiện tượng chảy nhựa xảy ra khi phun quá nhiều bột ở một khu vực, nhiệt độ nung quá cao hoặc thời gian nung quá dài. Lớp sơn bị chảy thành giọt như sáp nến, mất thẩm mỹ. Kiểm soát độ dày mỗi lớp dưới 40 micron và tuân thủ chính xác biểu đồ nung của nhà cung cấp bột.
Có thể sơn tĩnh điện lên nhựa được không?
Thông thường không, vì nhựa không dẫn điện. Tuy nhiên, có thể sử dụng sơn tĩnh điện UV-cured cho một số loại nhựa chịu nhiệt (nhiệt độ nung dưới 100°C) hoặc phủ lên nhựa bằng cách sơn một lớp dẫn điện đặc biệt trước. Cả hai giải pháp đều làm tăng chi phí và giảm hiệu quả.
Khắc phục lỗi bề mặt vỏ cam trong sơn tĩnh điện
Vỏ cam là nhược điểm sơn tĩnh điện phổ biến. Nguyên nhân chính: khoảng cách phun quá xa, lưu lượng bột thấp, điện áp quá cao hoặc nhiệt độ nung không đủ. Điều chỉnh khoảng cách phun 15-20 cm, tăng lưu lượng bột, giảm điện áp 5-10% và tăng nhiệt độ nung thêm 5-10°C thường cải thiện đáng kể.
Sơn tĩnh điện có tốn điện không?
Chi phí điện cho hệ thống sơn tĩnh điện là rất lớn, đặc biệt là cho lò nung. Một lò nung gas hoặc điện công suất 60-100 kW tiêu thụ hàng trăm kWh mỗi ngày. Tuy nhiên, nếu sản xuất khối lượng lớn, chi phí điện chia đều trên mỗi sản phẩm vẫn có thể cạnh tranh với các công nghệ khác.
Kết luận: Nhược điểm sơn tĩnh điện có đáng lo ngại?
Sơn tĩnh điện là công nghệ phủ bề mặt mạnh mẽ với độ bền vượt trội, khả năng chống ăn mòn và thân thiện môi trường nhờ không sử dụng dung môi. Tuy nhiên, nhược điểm sơn tĩnh điện là có thật và cần được cân nhắc kỹ lưỡng trước khi đầu tư.
Những yếu điểm chính bao gồm: giới hạn về vật liệu nền chỉ dẫn điện, chi phí đầu tư và vận hành cao, quy trình phức tạp, khó sửa chữa cục bộ, khả năng kiểm soát màu sắc và độ mịn bề mặt hạn chế. Những rủi ro này đặc biệt nghiêm trọng đối với các cơ sở nhỏ lẻ hoặc các dự án yêu cầu thay đổi màu sắc thường xuyên.
Giải pháp tốt nhất là đánh giá cụ thể nhu cầu sản xuất: khối lượng sản phẩm, vật liệu, yêu cầu thẩm mỹ, ngân sách đầu tư và khả năng bảo trì. Với những dòng sản phẩm kim loại đại trà, ít thay đổi màu sắc, yêu cầu độ bền cao, sơn tĩnh điện vẫn là lựa chọn tối ưu dù tồn tại nhược điểm. Ngược lại, với các sản phẩm đa chất liệu, mẫu mã thay đổi liên tục, công nghệ sơn nước hoặc sơn khô UV có thể phù hợp hơn.
Hiểu rõ về nhược điểm sơn tĩnh điện không phải để loại bỏ công nghệ này, mà để kiểm soát và giảm thiểu rủi ro, tận dụng triệt để những ưu điểm mà nó mang lại. Khi đã trang bị đầy đủ kiến thức, bạn sẽ đưa ra quyết định đúng đắn cho dây chuyền sản xuất của mình.