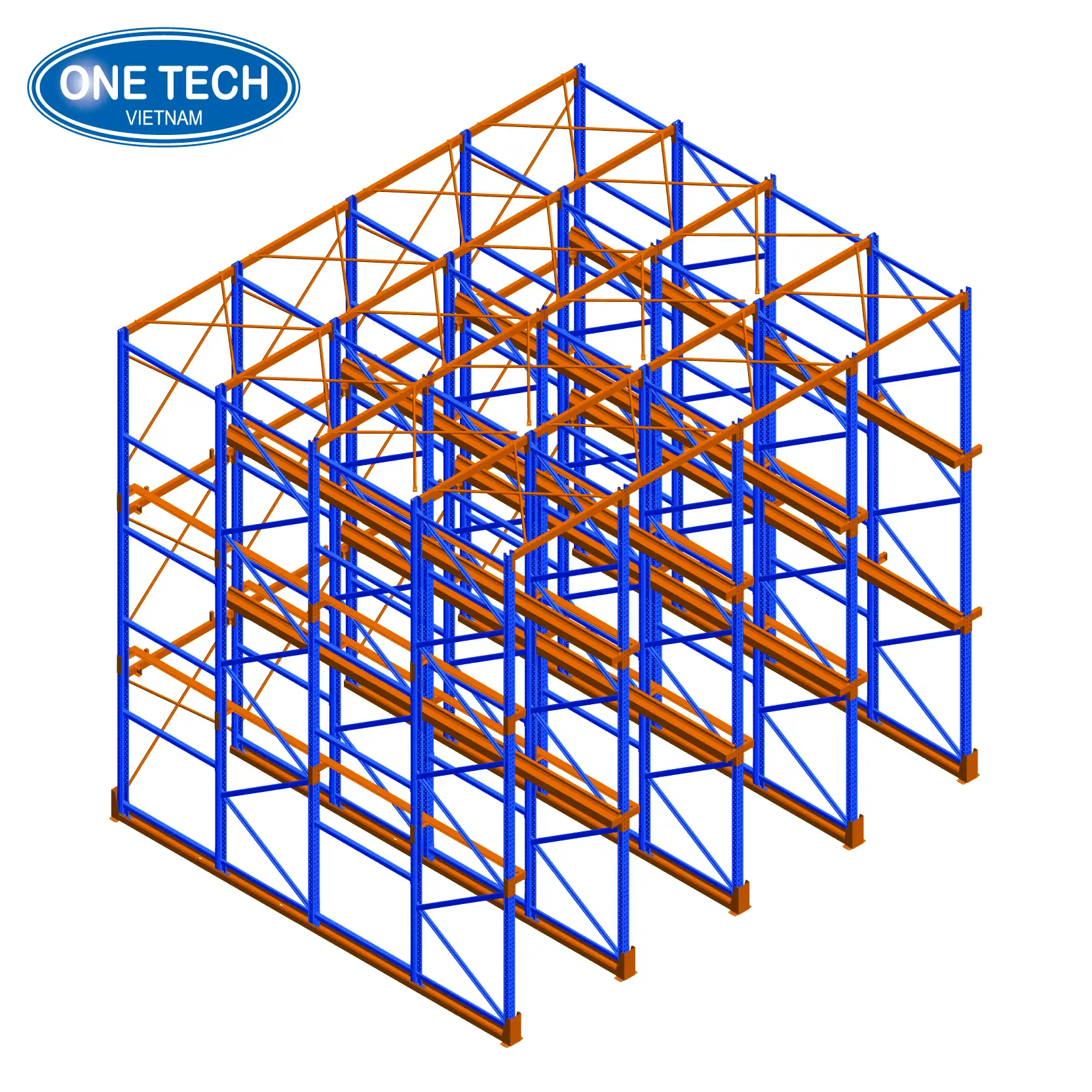
Kệ drive in, còn được gọi là kệ kho hàng drive in hay hệ thống lưu trữ drive in, là một giải pháp kệ công nghiệp chuyên dụng cho phép xe nâng di chuyển trực tiếp vào bên trong các khối kệ để lấy và đặt hàng hóa. Khác với kệ selective truyền thống, kệ drive in được thiết kế liên kết chặt chẽ thành các khối sâu, loại bỏ các lối đi giữa các dãy kệ, từ đó tận dụng tối đa diện tích kho bãi. Đây là hệ thống lưu trữ lý tưởng cho các doanh nghiệp cần lưu trữ số lượng lớn hàng hóa đồng nhất, ít chủng loại và có vòng quay hàng tồn kho thấp đến trung bình. Bài viết này sẽ phân tích chi tiết mọi khía cạnh của kệ drive in, từ cấu tạo, nguyên lý hoạt động cho đến các lưu ý khi lựa chọn và khai thác tối ưu.
Kệ drive in là một hệ thống kệ pallet được thiết kế dạng khối kín, trong đó các khung kệ được đặt sát nhau tạo thành các làn đường sâu. Xe nâng được điều khiển từ bên ngoài và di chuyển trực tiếp vào bên trong làn đường để đặt hoặc lấy pallet. Pallet được lưu trữ trên các thanh đỡ nằm dọc theo chiều sâu của kệ, mỗi pallet nằm trên một cặp thanh đỡ độc lập hoặc hỗ trợ lẫn nhau tùy theo thiết kế.
Bản chất của hệ thống này là hy sinh tính linh hoạt trong việc truy cập từng pallet riêng lẻ để đổi lấy mật độ lưu trữ cực cao. Trong một không gian kho nhất định, kệ drive in có thể lưu trữ gấp đôi hoặc gấp ba số lượng pallet so với kệ selective thông thường. Điều này đạt được nhờ việc loại bỏ hoàn toàn các lối đi chính giữa các dãy kệ, chỉ giữ lại một lối đi duy nhất ở phía trước hoặc phía sau khối kệ.
Cấu Tạo Chi Tiết Của Kệ Drive In
Hệ thống kệ drive in bao gồm các thành phần chính sau, mỗi bộ phận đóng vai trò quan trọng trong việc đảm bảo độ an toàn và hiệu suất vận hành.
Cột Và Khung Kệ Chịu Lực
Cột kệ được làm từ thép cán nguội cường độ cao, có hình chữ C, U hoặc Z, liên kết với nhau bằng các thanh giằng chéo và thanh giằng ngang tạo thành khung vững chắc. Chiều cao khung kệ thông thường dao động từ 6 mét đến 12 mét, phụ thuộc vào chiều cao trần kho và loại xe nâng sử dụng. Khoảng cách giữa các cột được thiết kế để chịu được tải trọng lớn khi chất đầy pallet ở nhiều tầng.
Thanh Đỡ Pallet Dọc Theo Chiều Sâu
Thanh đỡ cố định: Được bắt chặt vào cột kệ, tạo thành các cặp đỡ song song theo chiều sâu của làn đường.
Vật liệu: Thép hình chữ L hoặc chữ U, có độ dày từ 1.5mm đến 3mm tùy tải trọng yêu cầu.
Khoảng cách giữa các cặp thanh đỡ: Thường từ 600mm đến 900mm, phụ thuộc vào kích thước pallet chuẩn (1000x1200mm hoặc 800x1200mm).
Ray Dẫn Hướng Cho Xe Nâng
Ray dẫn hướng là bộ phận hỗ trợ xe nâng di chuyển an toàn bên trong làn đường kệ. Ray được gắn cố định dọc theo nền kho, đảm bảo bánh sau của xe nâng luôn đi đúng hướng, tránh va chạm vào khung kệ. Một số hệ thống cao cấp sử dụng ray linh hoạt kết hợp với cảm biến từ tính để tăng độ chính xác.
Tấm Che Phía Sau Và Phía Trên Cùng
Các tấm che an toàn thường được lắp ở phía cuối làn đường để ngăn xe nâng lao ra ngoài, đồng thời bảo vệ hàng hóa không bị rơi khi chất quá sâu. Phía trên cùng của khối kệ thường có lưới hoặc tấm che chống bụi và hạn chế hàng hóa rơi xuống trong quá trình vận hành.
Nguyên Lý Hoạt Động: FIFO Và LIFO Trong Kệ Drive In
Kệ drive in hoạt động dựa trên nguyên lý LIFO (Last In – First Out), tức hàng vào sau sẽ được lấy ra trước. Trong một làn đường duy nhất, pallet được đặt từ ngoài vào trong theo thứ tự, và khi lấy hàng, pallet ở ngoài cùng sẽ được lấy trước, sau đó mới lấy đến pallet phía trong.
Một số biến thể của kệ drive in có thể được thiết kế cho nguyên lý FIFO (First In – First Out) nếu có hai lối vào ở hai đầu khối kệ. Tuy nhiên, FIFO thường được áp dụng nhiều hơn trong kệ push back hoặc kệ live storage. Trong thực tế, kệ drive in LIFO phù hợp với hàng hóa có hạn sử dụng dài, không yêu cầu xoay vòng nhanh, ví dụ như nguyên vật liệu sản xuất dùng cho nhiều lô hàng.
Quy trình vận hành cơ bản bao gồm các bước:
Xe nâng tiếp cận lối vào của làn đường kệ đã được chỉ định.
Di chuyển bánh sau vào đúng ray dẫn hướng, từ từ tiến sâu vào bên trong kệ.
Nâng pallet lên cao hơn thanh đỡ khoảng 2-3 cm, sau đó lùi lại để đặt pallet xuống đúng vị trí.
Lấy hàng thực hiện ngược lại: tiến vào, nâng pallet lên khỏi thanh đỡ, lùi ra ngoài.
Phân Loại Hệ Thống Kệ Drive In
Tiêu Chí
Phân Loại Chính
Đặc Điểm Nổi Bật
Theo chiều sâu làn đường
Drive in cạn (2-4 pallet)
Phù hợp cho kho nhỏ, hàng hóa cần luân chuyển thường xuyên.
Drive in sâu (5-10 pallet)
Tối ưu mật độ lưu trữ, dùng cho hàng tồn kho lớn.
Theo cấu hình khung
Kệ đơn (Single deep)
Một pallet duy nhất mỗi tầng trong làn đường.
Kệ đôi (Double deep)
Lưu trữ hai pallet theo chiều rộng, cần xe nâng có kẹp pallet dài.
Theo hướng truy cập
LIFO (một lối vào)
Tiết kiệm chi phí, phổ biến nhất.
FIFO (hai lối vào)
Phức tạp hơn, yêu cầu không gian hai mặt kho.
Lợi Ích Khi Sử Dụng Kệ Drive In
Hệ thống kệ drive in mang lại nhiều lợi thế đáng kể cho doanh nghiệp sản xuất và logistics.
Tối ưu diện tích lưu trữ lên đến 80%: Bằng cách loại bỏ lối đi giữa các dãy, kệ drive in có thể tăng mật độ pallet trên mét vuông sàn lên đến 2,5 lần so với kệ selective. Đối với kho có chiều cao sử dụng lớn, hiệu quả càng cao.
Giảm chi phí vận hành kho lâu dài: Số lượng kệ ít hơn so với hệ thống thông thường giúp tiết kiệm chi phí đầu tư ban đầu. Nhân công và thiết bị vận hành cũng được tối ưu hóa vì chỉ cần một lối đi trung tâm cho nhiều làn kệ.
Bảo vệ hàng hóa tốt hơn: Vì các khối kệ liên kết chặt chẽ, hàng hóa được bảo vệ khỏi các tác động từ bên ngoài, giảm nguy cơ hư hỏng do va đập.
Phù hợp với hàng hóa khối lượng lớn, ít biến động: Lý tưởng cho các ngành như thực phẩm đóng gói, đồ uống đóng chai, linh kiện ô tô tiêu chuẩn, hàng đông lạnh, nơi một chủng loại hàng chiếm số lượng lớn và tồn kho ổn định.
Tiết kiệm năng lượng làm lạnh: Trong kho lạnh, việc giảm số lượng lối đi giúp hạn chế thất thoát nhiệt, tiết kiệm chi phí điện cho hệ thống làm lạnh đáng kể.
Hạn Chế Và Rủi Ro Cần Cân Nhắc
Mặc dù có nhiều ưu điểm, kệ drive in không phải là giải pháp vạn năng. Các hạn chế sau đây cần được xem xét kỹ lưỡng trước khi quyết định đầu tư.
Nguyên lý LIFO bắt buộc: Hàng hóa được lấy ra theo thứ tự ngược lại với lúc nhập vào. Điều này gây bất tiện cho hàng có hạn sử dụng ngắn hoặc cần kiểm soát theo lô. Nếu cần FIFO, chi phí đầu tư sẽ tăng lên đáng kể.
Năng suất lấy hàng thấp hơn: Mỗi lần lấy pallet phía trong làn đường, xe nâng phải di chuyển qua nhiều pallet phía ngoài, làm giảm tốc độ xử lý đơn hàng. Trung bình thời gian lấy một pallet có thể gấp 2-3 lần so với kệ selective.
Yêu cầu xe nâng chuyên dụng hoặc trình độ vận hành cao: Xe nâng cần có kích thước phù hợp, tay lái chính xác và người lái phải được đào tạo kỹ để tránh va chạm vào khung kệ. Các vụ va chạm có thể gây sập kệ và mất an toàn lao động.
Không phù hợp với đa dạng chủng loại hàng hóa: Nếu kho có nhiều loại hàng khác nhau, mỗi loại chỉ vài pallet, kệ drive in sẽ kém hiệu quả vì mỗi làn chỉ nên chứa một loại hàng.
Chi phí sửa chữa và bảo trì cao: Khung kệ bị hư hỏng do va chạm cần được xử lý ngay, việc thay thế các thanh đỡ hoặc cột trong khối kệ dày đặc thường phức tạp và tốn nhiều công sức.
So Sánh Kệ Drive In Với Các Loại Kệ Kho Hàng Phổ Biến
Loại Kệ
Mật Độ Lưu Trữ
Khả Năng Truy Cập
Nguyên Lý
Chi Phí Đầu Tư Ban Đầu
Ứng Dụng Chính
Kệ Selective
Thấp (1 pallet/vị trí)
Cao (100% mọi pallet)
FIFO / LIFO
Thấp nhất
Kho đa chủng loại, cần lấy hàng thường xuyên
Kệ Drive In
Cao (4-10 pallet/vị trí)
Thấp (LIFO bắt buộc)
LIFO
Trung bình
Hàng đồng nhất, ít chủng loại, tồn kho lớn
Kệ Double Deep
Khá cao (2 pallet/chiều sâu)
Trung bình (cần xe nâng tay dài)
LIFO
Khá cao
Hàng số lượng lớn, cần cân bằng giữa mật độ và tốc độ
Kệ Push Back
Cao (2-4 pallet)
Khá tốt (FIFO/LIFO)
LIFO
Cao hơn drive in
Hàng đóng gói sẵn, cần xoay vòng nhanh
Kệ Live Storage (Gravity)
Cao (2-10 pallet)
Tốt (FIFO tự động)
FIFO
Cao nhất
Thực phẩm, dược phẩm, hàng có thời hạn sử dụng
Ứng Dụng Thực Tế Của Kệ Drive In Trong Các Ngành Công Nghiệp
Kệ drive in đã được triển khai thành công trong nhiều lĩnh vực, đặc biệt là nơi có nhu cầu lưu trữ khối lượng lớn hàng hóa có tính chất đồng nhất.
Ngành Sản Xuất Thực Phẩm Và Đồ Uống
Các nhà máy sản xuất nước giải khát, bia, nước đóng chai thường sử dụng kệ drive in để lưu trữ thành phẩm trước khi xuất bán. Một dây chuyền sản xuất có thể cho ra hàng nghìn pallet mỗi ngày với cùng một mã hàng. Hệ thống drive in cho phép tập trung toàn bộ sản phẩm trong một khu vực kho, giảm thiểu thời gian di chuyển của xe nâng.
Ngành Kho Lạnh Và Kho Đông Lạnh
Chi phí xây dựng và vận hành kho lạnh rất cao. Việc sử dụng kệ drive in giúp giảm thể tích không gian cần làm lạnh do mật độ lưu trữ cao hơn. Các kho trữ đông thủy sản, thịt, rau củ quả đông lạnh thường áp dụng hệ thống này để tối ưu hóa chi phí điện.
Ngành Ô Tô Và Phụ Tùng
Các linh kiện ô tô tiêu chuẩn như lốp xe, ắc quy, bộ phận nhựa có số lượng lớn, ít thay đổi chủng loại trong thời gian dài. Kệ drive in giúp nhà máy sản xuất lưu trữ nguyên vật liệu đầu vào và thành phẩm một cách hiệu quả, đồng thời dễ dàng kiểm tra tồn kho.
Ngành Hàng Tiêu Dùng Đóng Gói
Các sản phẩm như giấy vệ sinh, bột giặt, nước rửa chén thường có kích thước pallet chuẩn hóa và sản lượng lớn. Hệ thống drive in cho phép các trung tâm phân phối lưu trữ hàng chục nghìn pallet trong một diện tích nhỏ, sẵn sàng cho các đơn hàng số lượng lớn.
Hướng Dẫn Lựa Chọn Và Thiết Kế Kệ Drive In
Việc lựa chọn kệ drive in phù hợp đòi hỏi phải phân tích nhiều yếu tố kỹ thuật và vận hành. Các bước cơ bản giúp đưa ra quyết định đúng đắn.
Xác Định Nhu Cầu Lưu Trữ Cụ Thể
Số lượng pallet cần lưu trữ: Tổng nhu cầu hiện tại và dự kiến tăng trưởng trong 3-5 năm.
Kích thước và tải trọng pallet: Kích thước chuẩn và trọng lượng tối đa mỗi pallet. Hầu hết kệ drive in thiết kế cho pallet 1000x1200mm với tải trọng tối đa 1000kg.
Số lượng chủng loại hàng hóa: Số SKU khác nhau. Nếu trên 20 SKU, việc sử dụng drive in có thể không hiệu quả.
Tần suất luân chuyển hàng: Số lần xuất nhập mỗi pallet trong một tháng. Vòng quay thấp dưới 10 lần/năm là lý tưởng cho drive in.
Khảo Sát Không Gian Kho
Chiều cao thông thủy: Chiều cao từ sàn đến dầm mái hoặc hệ thống kỹ thuật. Thông thường kho đạt 8-12m sẽ tối ưu cho drive in.
Kích thước mặt bằng: Chiều dài và chiều rộng của kho. Kệ drive in cần mặt bằng hình chữ nhật với chiều sâu phù hợp với số pallet mỗi làn.
Kết cấu sàn: Độ phẳng của nền, khả năng chịu tải trọng của sàn bê tông. Cần gia cố nếu sàn không đủ dày.
Lối đi cho xe nâng: Khoảng cách từ cửa kho đến kệ, đường đi chính, khu vực quay đầu.
Tính Toán Thông Số Kệ Chi Tiết
Các thông số kỹ thuật cần được tính toán bởi kỹ sư chuyên nghiệp, bao gồm:
Số làn đường cần thiết: Tổng số pallet chia cho số pallet mỗi làn (chiều sâu).
Chiều sâu làn tối ưu: Cân đối giữa mật độ lưu trữ và hiệu suất lấy hàng. Với hầu hết ứng dụng, làn sâu từ 6-8 pallet là hợp lý.
Số tầng kệ: Phụ thuộc vào chiều cao kho và chiều cao mỗi pallet (bao gồm pallet và chiều cao hàng hóa).
Khoảng cách giữa các cặp thanh đỡ: Phải đảm bảo an toàn chịu lực, thường thiết kế dựa trên tiêu chuẩn FEM.
Lựa Chọn Nhà Cung Cấp Uy Tín
Chất lượng kệ drive in phụ thuộc rất nhiều vào nhà sản xuất. Các tiêu chí lựa chọn bao gồm chứng chỉ ISO 9001, năng lực sản xuất, kinh nghiệm triển khai dự án tương tự và chế độ bảo hành. Nên yêu cầu bản vẽ kỹ thuật, tính toán kết cấu và phương án lắp đặt chi tiết trước khi ký hợp đồng.
Sai Lầm Thường Gặp Khi Sử Dụng Kệ Drive In Và Cách Tránh
Nhiều doanh nghiệp gặp thất bại khi triển khai kệ drive in do những sai lầm cơ bản.
Sai lầm 1 – Đánh giá thấp yêu cầu về đào tạo nhân sự: Người lái xe nâng cần thời gian làm quen với việc điều khiển xe trong không gian hẹp. Giải pháp: tổ chức đào tạo thực hành ít nhất 2 tuần trước khi vận hành thực tế.
Sai lầm 2 – Bỏ qua hệ thống ray dẫn hướng hoặc lắp đặt không chuẩn: Ray dẫn hướng nếu không được căn chỉnh chính xác sẽ gây va chạm và hư hỏng kệ. Giải pháp: đầu tư vào hệ thống ray chất lượng, kiểm tra độ chính xác sau lắp đặt bằng thiết bị đo laser.
Sai lầm 3 – Sử dụng kệ drive in cho hàng hóa có vòng quay quá nhanh: Nếu mỗi ngày có hàng chục pallet ra vào một làn, hệ thống sẽ nhanh chóng xuống cấp và giảm năng suất. Giải pháp: chỉ ứng dụng drive in cho hàng hóa có tần suất xuất nhập dưới 20% tổng số pallet mỗi tháng.
Sai lầm 4 – Thiết kế chiều sâu làn quá lớn mà không có kế hoạch dự phòng: Làn sâu quá 10 pallet sẽ khiến việc lấy hàng phía trong cùng trở nên rất chậm và nguy cơ cao. Giải pháp: giới hạn chiều sâu tối đa 8 pallet, hoặc sử dụng kệ push back cho nhu cầu tối ưu hơn.
Lưu Ý Quan Trọng Khi Triển Khai Và Vận Hành Kệ Drive In
Để đảm bảo an toàn và tuổi thọ cho hệ thống kệ drive in, cần tuân thủ các lưu ý sau:
Kiểm tra định kỳ kết cấu kệ: Ít nhất 3 tháng một lần, kiểm tra các mối hàn, bu lông và các thanh đỡ có bị cong vênh, biến dạng không.
Không chất quá tải trọng cho phép: Mỗi tầng kệ có giới hạn tải trọng nhất định. Quá tải có thể gây sập kệ.
Sử dụng pallet tiêu chuẩn và còn tốt: Pallet hỏng, lệch có thể gây kẹt hoặc làm xê dịch hàng hóa trong quá trình vận hành.
Đảm bảo hành lang an toàn cho người đi bộ: Khu vực kệ drive in cần có vạch kẻ hoặc rào chắn để ngăn người không phận sự xâm nhập.
Bảo trì xe nâng thường xuyên: Xe nâng phải được kiểm tra hệ thống phanh, lái, thủy lực để tránh sự cố khi di chuyển trong làn hẹp.
Câu Hỏi Thường Gặp Về Kệ Drive In
Kệ drive in có phù hợp với kho lạnh không?
Có, kệ drive in rất phù hợp với kho lạnh vì mật độ lưu trữ cao giúp giảm thể tích cần làm lạnh, tiết kiệm chi phí năng lượng. Tuy nhiên, vật liệu kệ cần được xử lý chống ăn mòn cho môi trường ẩm ướt, và cần chọn loại xe nâng chịu lạnh phù hợp.
Chi phí lắp đặt kệ drive in là bao nhiêu?
Chi phí phụ thuộc vào nhiều yếu tố như số lượng pallet, chiều cao kệ, chất liệu thép và đơn vị thi công. Trung bình, chi phí cho một vị trí pallet trong hệ thống drive in thường thấp hơn 15-25% so với kệ selective nhờ sử dụng ít kệ hơn trên cùng diện tích.
Kệ drive in có thể kết hợp với hệ thống tự động hóa không?
Có thể kết hợp với xe nâng tự động (AGV) hoặc robot lấy hàng, nhưng cần có thiết kế tích hợp từ đầu. Các hệ thống drive in hiện đại đã có phiên bản có thể kết nối với WMS để quản lý vị trí hàng hóa một cách chính xác.
Tuổi thọ trung bình của kệ drive in là bao lâu?
Nếu được bảo trì đúng cách và không chịu các tác động va chạm mạnh, kệ drive in có tuổi thọ từ 15 đến 20 năm. Các khung thép chất lượng cao có thể hoạt động tốt trong điều kiện kho khô ráo, nhiệt độ ổn định.
Làm thế nào để tối ưu hóa tốc độ lấy hàng trên kệ drive in?
Sắp xếp hàng hóa theo tần suất xuất hàng: hàng xuất nhiều đặt gần lối ra, hàng ít xuất đặt sâu bên trong. Sử dụng hệ thống quản lý kho WMS để theo dõi vị trí cụ thể. Đào tạo nhân viên vận hành các kỹ thuật di chuyển tiết kiệm thời gian.
Kết Luận
Kệ drive in là một giải pháp lưu trữ mật độ cao hiệu quả cho các doanh nghiệp có nhu cầu tồn kho lớn, hàng hóa đồng nhất và vòng quay thấp. Hệ thống này giúp tiết kiệm diện tích kho bãi đáng kể, giảm chi phí đầu tư ban đầu và vận hành, đặc biệt là trong các ngành sản xuất, thực phẩm, đồ uống và kho lạnh. Tuy nhiên, việc áp dụng kệ drive in đòi hỏi sự chuẩn bị kỹ lưỡng về thiết kế, đào tạo nhân lực và bảo trì định kỳ để phát huy tối đa hiệu quả và đảm bảo an toàn. Với sự phát triển của công nghệ quản lý kho và thiết bị tự động hóa, kệ drive in vẫn sẽ tiếp tục là một lựa