Trong bối cảnh sản xuất và dịch vụ ngày càng khắt khe về chất lượng, thuật ngữ SPC xuất hiện như một công cụ quản trị tinh gọn không thể thiếu. Vậy SPC là gì? Một cách đơn giản, SPC (Statistical Process Control) hay Kiểm soát Quá trình bằng Thống kê là một phương pháp sử dụng các kỹ thuật thống kê để theo dõi, kiểm soát và cải thiện một quy trình sản xuất hoặc dịch vụ, đảm bảo đầu ra luôn ổn định và đáp ứng tiêu chuẩn. Bài viết này sẽ giúp bạn hiểu toàn diện về SPC, từ khái niệm cốt lõi, nguyên lý hoạt động, các công cụ chính đến cách ứng dụng thực tế để giảm thiểu sai lỗi và tối ưu năng suất. Nếu bạn đang tìm kiếm giải pháp nâng cao chất lượng sản phẩm, đây chính là cẩm nang chi tiết nhất.
Bản chất của SPC là gì? Không chỉ là đường cong thống kê
Nhiều người lầm tưởng SPC đơn thuần chỉ là vẽ biểu đồ và tính toán số liệu. Bản chất sâu xa của SPC là một triết lý quản lý chủ động, phát hiện sớm các biến động bất thường trong quy trình trước khi chúng trở thành sản phẩm lỗi. Thay vì kiểm tra chất lượng ở cuối dây chuyền (Quality Control), SPC tập trung vào việc kiểm soát ngay trong quá trình sản xuất (In-Process Control).
Mục tiêu cốt lõi của SPC không phải là loại bỏ 100% sai lỗi ngay lập tức, mà là thiết lập một quy trình có thể dự đoán được, giảm thiểu biến động (variation) đến mức tối đa. Khi một quy trình ổn định (stable), nhà sản xuất có thể tự tin rằng phần lớn sản phẩm sẽ nằm trong giới hạn cho phép, từ đó giảm lãng phí và tăng hiệu quả.
Nguồn gốc và sự phát triển của SPC
SPC ra đời từ đầu thế kỷ 20, gắn liền với tên tuổi của Dr. Walter Shewhart tại phòng thí nghiệm Bell Telephone (Mỹ). Ông là người phát minh ra biểu đồ kiểm soát (Control Chart) vào năm 1924 – công cụ trung tâm của SPC. Tuy nhiên, phải đến những năm 1950, SPC mới thực sự bùng nổ nhờ sự ứng dụng mạnh mẽ của người Nhật, đặc biệt là qua công lao của Dr. W. Edwards Deming.
Ngày nay, SPC không chỉ giới hạn trong ngành sản xuất ô tô, điện tử, thực phẩm mà còn được mở rộng sang lĩnh vực dịch vụ như ngân hàng, y tế, logistics, giúp đo lường và cải tiến quy trình làm việc một cách khoa học.
Các khái niệm nền tảng trong SPC
Biến động (Variation) – Kẻ thù của chất lượng
Trong bất kỳ quy trình nào, biến động là điều không thể tránh khỏi. SPC phân biệt hai loại biến động chính:
Biến động do nguyên nhân chung (Common Cause Variation): Biến động tự nhiên, nội tại của quy trình. Nó xảy ra ngẫu nhiên và gần như không thể loại bỏ hoàn toàn. Ví dụ: sự dao động nhỏ về nhiệt độ phòng, độ ẩm, hoặc sự khác biệt nhỏ giữa các ca làm việc. Nếu quy trình chỉ có biến động này, nó được gọi là ổn định (stable) hoặc trong tầm kiểm soát (in control).
Biến động do nguyên nhân đặc biệt (Special Cause Variation): Biến động bất thường, không nằm trong dự đoán, do các yếu tố bên ngoài hoặc thay đổi đột ngột. Ví dụ: máy móc hỏng đột xuất, nhân viên mới chưa được đào tạo, nguyên liệu đầu vào không đạt chuẩn. Biến động này cần được xác định và khắc phục ngay để đưa quy trình trở lại ổn định.
Giới hạn kiểm soát (Control Limits) và Giới hạn kỹ thuật (Specification Limits)
Đây là hai khái niệm rất dễ nhầm lẫn. Bảng so sánh dưới đây sẽ làm rõ sự khác biệt:
Tiêu chí
Giới hạn kiểm soát (Control Limits)
Giới hạn kỹ thuật (Specification Limits)
Định nghĩa
Ranh giới thống kê dựa trên dữ liệu thực tế của quy trình (thường là ±3 sigma).
Ranh giới do khách hàng hoặc thiết kế sản phẩm ấn định (yêu cầu kỹ thuật).
Mục đích
Xác định quy trình có ổn định hay không.
Xác định sản phẩm có đạt yêu cầu chất lượng hay không.
Nguồn gốc
Từ dữ liệu quy trình.
Từ yêu cầu thiết kế hoặc khách hàng.
Ví dụ
Đường kính trung bình một loại trục là 10mm, giới hạn trên là 10.15mm, giới hạn dưới là 9.85mm.
Đường kính trục phải nằm trong khoảng 10±0.5mm (tức 9.5 đến 10.5mm).
Một quy trình có thể ổn định (nằm trong giới hạn kiểm soát) nhưng vẫn tạo ra sản phẩm không đạt yêu cầu kỹ thuật (nếu giới hạn kiểm soát rộng hơn giới hạn kỹ thuật).
Các công cụ chính trong SPC
Bộ công cụ cốt lõi của SPC thường bao gồm 7 công cụ thống kê cơ bản (7 QC Tools), nhưng biểu đồ kiểm soát (Control Charts) là linh hồn.
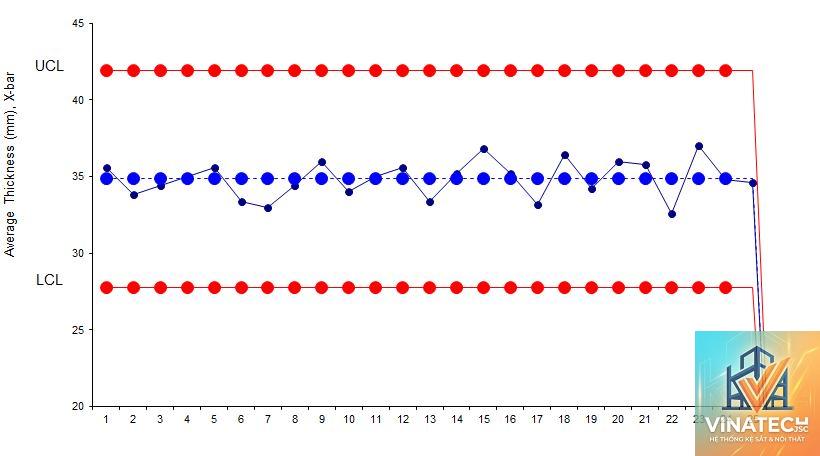
X̄-R Chart (Mean and Range Chart): Biểu đồ giá trị trung bình và khoảng biến động. Dùng để theo dõi cả xu hướng trung tâm và độ phân tán của quy trình. Phù hợp với cỡ mẫu nhỏ (2-10).
X̄-S Chart (Mean and Standard Deviation Chart): Tương tự X̄-R nhưng dùng độ lệch chuẩn thay vì khoảng biến động, chính xác hơn với cỡ mẫu lớn (>10).
I-MR Chart (Individual and Moving Range Chart): Dùng cho dữ liệu từng cá thể, không nhóm mẫu. Thích hợp khi việc lấy mẫu khó khăn hoặc tốn kém.
Biểu đồ kiểm soát thuộc tính (Attribute Control Charts)
Dùng cho dữ liệu dạng đếm (số lỗi, số phế phẩm) hoặc dạng nhị phân (đạt/không đạt).
p-Chart (Proportion Chart): Theo dõi tỷ lệ phần trăm sản phẩm lỗi trong mỗi lô hàng. Kích thước mẫu có thể thay đổi.
np-Chart (Number of Defectives Chart): Theo dõi số lượng sản phẩm lỗi tuyệt đối. Kích thước mẫu phải cố định.
c-Chart (Count of Defects Chart): Theo dõi số lượng khuyết tật (defects) trên một đơn vị sản phẩm (ví dụ: số vết xước trên một tấm kính). Kích thước mẫu phải cố định.
u-Chart (Defects per Unit Chart): Theo dõi số khuyết tật trung bình trên một đơn vị, cho phép kích thước mẫu thay đổi.
Quy trình triển khai SPC trong thực tế
Áp dụng SPC không phải là chuyện một sớm một chiều. Xác định các thông số cần đo (chiều dài, độ dày, nhiệt độ…).
Thu thập dữ liệu và chuẩn bị: Thiết lập phương pháp lấy mẫu phù hợp (cỡ mẫu, tần suất). Thu thập dữ liệu từ quy trình đang hoạt động bình thường (ít nhất 20-25 mẫu con).
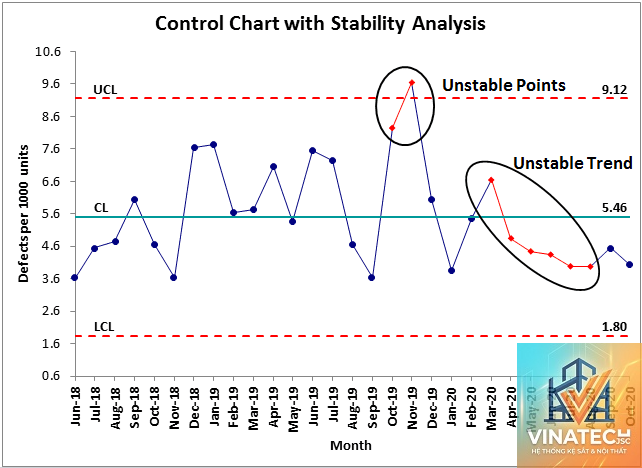
Tính toán giới hạn kiểm soát: Dựa trên dữ liệu thu thập, tính các giá trị trung tâm (CL), giới hạn trên (UCL) và giới hạn dưới (LCL) cho biểu đồ kiểm soát tương ứng.
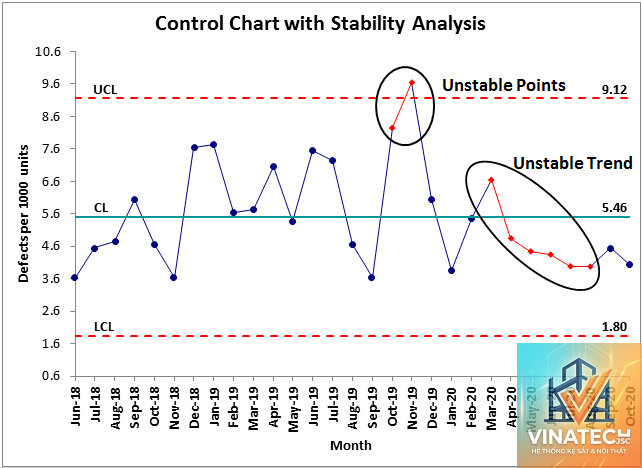
Vẽ biểu đồ kiểm soát và phân tích: Đánh dấu tất cả các điểm dữ liệu lên biểu đồ. Xác định xem quy trình có ở trong trạng thái ổn định theo thống kê hay không. Các dấu hiệu mất kiểm soát bao gồm: điểm nằm ngoài giới hạn, 7 điểm liên tiếp cùng một phía, xu hướng tăng hoặc giảm, chu kỳ lặp lại…
Phân tích nguyên nhân và hành động khắc phục: Nếu phát hiện biến động do nguyên nhân đặc biệt, nhóm SPC cần tìm hiểu nguyên nhân gốc rễ (dùng 5 Why, Fishbone Diagram) và thực hiện hành động sửa chữa ngay lập tức.
Thiết lập lại giới hạn và duy trì: Sau khi loại bỏ các điểm bất thường, tính toán lại giới hạn kiểm soát để phản ánh quy trình ổn định. Tiếp tục thu thập dữ liệu và giám sát thường xuyên.
Lợi ích khi áp dụng SPC
Đầu tư vào SPC mang lại nhiều lợi ích có thể đo đếm được:
Giảm tỷ lệ phế phẩm và chi phí sản xuất: Phát hiện sớm các dấu hiệu bất thường giúp ngăn chặn sản xuất hàng loạt sản phẩm lỗi, tiết kiệm nguyên vật liệu và tái chế.
Tăng năng suất: Quy trình ổn định giảm thiểu thời gian chết, giảm nhu cầu kiểm tra 100% sản phẩm, cho phép sản xuất liên tục và hiệu quả hơn.
Cải thiện sự hài lòng của khách hàng: Chất lượng đồng nhất và đáng tin cậy giúp xây dựng lòng tin và giữ chân khách hàng lâu dài.
Hỗ trợ ra quyết định dựa trên dữ liệu: Thay vì cảm tính, lãnh đạo có thể nhìn vào biểu đồ SPC để đưa ra quyết định cải tiến quy trình một cách chính xác.
Giảm biến động quy trình: Mức biến động giảm đồng nghĩa với khả năng dự đoán tăng, giúp việc lập kế hoạch sản xuất và tồn kho trở nên dễ dàng hơn.
Hạn chế và thách thức khi triển khai SPC
Dù mạnh mẽ, SPC không phải là giải pháp vạn năng. Doanh nghiệp cần lưu ý các hạn chế sau:
Yêu cầu đào tạo và thay đổi văn hóa: Cần có kỹ năng thống kê cơ bản và sự cam kết từ cấp quản lý đến công nhân. Nhiều công ty thất bại vì xem SPC chỉ là công việc của phòng QA.
Không thay thế được các công cụ cải tiến khác: SPC tập trung vào giám sát quy trình, không phải là công cụ thiết kế thí nghiệm (DOE) hay cải tiến đột phá.
Chi phí thu thập dữ liệu ban đầu: Việc lắp đặt thiết bị đo, triển khai phần mềm và huấn luyện có thể tốn kém, đặc biệt đối với doanh nghiệp nhỏ.
Áp dụng sai loại biểu đồ: Chọn sai loại biểu đồ kiểm soát so với tính chất dữ liệu sẽ dẫn đến kết luận sai lệch.
So sánh SPC và các khái niệm liên quan
SPC và QC (Quality Control) truyền thống
Yếu tố
SPC (Kiểm soát quá trình thống kê)
QC truyền thống (Kiểm soát chất lượng)
Trọng tâm
Kiểm soát quy trình trong khi sản xuất
Kiểm tra sản phẩm đầu ra cuối cùng
Phương pháp
Thống kê, biểu đồ kiểm soát
Lấy mẫu, kiểm tra chấp nhận
Thời điểm
Liên tục, theo thời gian thực
Sau khi sản xuất xong
Chi phí
Phòng ngừa, giảm lãng phí
Phát hiện lỗi, tăng chi phí sửa chữa
Kết quả
Cải tiến quy trình, giảm biến động
Phân loại tốt/xấu, không cải tiến
SPC và SQC (Statistical Quality Control)
Nhiều người nhầm lẫn SPC và SQC là một. Thực tế, SPC là một phần của SQC. SQC bao gồm cả SPC (kiểm soát quy trình) và Acceptance Sampling (lấy mẫu chấp nhận). Nói cách khác, SPC là khía cạnh chủ động, còn SQC mang tính tổng thể bao gồm cả kiểm tra.
Ứng dụng thực tế của SPC trong các ngành
Ngành sản xuất ô tô
Các nhà máy của Toyota, Honda sử dụng SPC để giám sát độ dày lớp sơn, lực xiết ốc vít, dung sai các chi tiết máy. Bất kỳ điểm nào vượt qua giới hạn kiểm soát đều kích hoạt hệ thống cảnh báo Andon, cho phép công nhân dừng dây chuyền ngay lập tức để tìm nguyên nhân.
Ngành thực phẩm và đồ uống
SPC được dùng để kiểm soát nhiệt độ tiệt trùng, độ pH, trọng lượng tịnh của sản phẩm đóng gói. Ví dụ: một nhà máy sản xuất bia dùng p-Chart để theo dõi tỷ lệ chai bị nứt trong quá trình chiết rót, giúp giảm tỷ lệ này từ 2% xuống 0.5% chỉ trong 3 tháng.
Ngành y tế và bệnh viện
SPC giúp giám sát tỷ lệ nhiễm khuẩn bệnh viện, thời gian chờ khám bệnh, sai sót trong kê đơn thuốc. Một nghiên cứu cho thấy áp dụng u-Chart trong phòng cấp cứu đã giảm thời gian chờ trung bình 15 phút mỗi bệnh nhân.
Ngành dịch vụ tài chính
Các ngân hàng dùng SPC để theo dõi thời gian xử lý giao dịch, tỷ lệ lỗi trong nhập liệu, số lượng khiếu nại. Giúp phát hiện sớm các thay đổi bất thường trong quy trình vận hành, cải thiện trải nghiệm khách hàng.
Những sai lầm thường gặp khi áp dụng SPC và cách khắc phục
Sai lầm 1: Vẽ biểu đồ kiểm soát nhưng không phân tích đúng ý nghĩa. Người thực hiện chỉ nhìn vào các điểm ngoài giới hạn mà bỏ qua các dấu hiệu cảnh báo sớm như 7 điểm liên tiếp cùng một phía. Khắc phục: Đào tạo đội ngũ hiểu rõ các luật phát hiện (Western Electric Rules, Nelson Rules) để đọc biểu đồ chính xác.
Sai lầm 2: Không xem xét tính ổn định của quy trình trước khi tính toán giới hạn kiểm soát. Nếu dữ liệu ban đầu đã có những điểm đặc biệt, giới hạn tính ra sẽ sai lệch. Khắc phục: Luôn loại bỏ các điểm do nguyên nhân đặc biệt, sau đó mới tính toán lại giới hạn.
Sai lầm 3: Chọn sai cỡ mẫu hoặc tần suất lấy mẫu. Lấy mẫu quá ít không phát hiện được biến động, lấy mẫu quá nhiều gây lãng phí thời gian. Khắc phục: Dựa vào phân tích khả năng quy trình (Process Capability) và tính kinh tế để xác định tần suất hợp lý.
Sai lầm 4: Sử dụng giới hạn kỹ thuật (Specification) thay vì giới hạn kiểm soát (Control) trên biểu đồ. Điều này làm méo mó kết quả, dẫn đến can thiệp không cần thiết hoặc bỏ sót cơ hội cải tiến. Khắc phục: Vẽ rõ hai đường giới hạn riêng biệt, chỉ tập trung vào giới hạn kiểm soát để quản lý quy trình.
Các câu hỏi thường gặp về SPC
SPC có khó áp dụng cho doanh nghiệp nhỏ không?
Hoàn toàn có thể. Doanh nghiệp nhỏ có thể bắt đầu với các biểu đồ đơn giản như I-MR Chart hoặc p-Chart, sử dụng Excel hoặc Google Sheets miễn phí. Điều quan trọng là cam kết của lãnh đạo và sự kiên trì trong việc thu thập dữ liệu.
Có phần mềm SPC nào được khuyên dùng không?
Có nhiều phần mềm từ miễn phí đến chuyên nghiệp: Minitab, JMP, Q-DAS (công nghiệp ô tô), InfinityQS (thực phẩm), và các add-on SPC trong Excel. Lựa chọn phụ thuộc vào ngành, quy mô và ngân sách.
Làm thế nào để biết quy trình đã ổn định sau khi áp dụng SPC?
Quy trình được xem là ổn định khi tất cả các điểm dữ liệu trên biểu đồ kiểm soát đều nằm trong giới hạn kiểm soát và không vi phạm bất kỳ luật phát hiện nào (ví dụ: không có 7 điểm liên tiếp lên hoặc xuống). Khi đó,
Có. Ví dụ, một trung tâm cuộc gọi có thể dùng u-Chart để giám sát số khiếu nại trên 1000 cuộc gọi mỗi ngày. Hoặc một bệnh viện dùng X̄-R Chart để theo dõi thời gian chờ trung bình của bệnh nhân theo từng giờ.
Cần bao nhiêu dữ liệu để bắt đầu với SPC?
Thông thường cần từ 20 đến 25 mẫu con (subgroups) để ước tính giới hạn kiểm soát ban đầu. Với cỡ mẫu mỗi lần là 3-5, tổng cộng khoảng 60-125 điểm dữ liệu. Tuy nhiên, bạn vẫn có thể bắt đầu với ít dữ liệu hơn và cập nhật giới hạn khi có thêm dữ liệu mới.
Những lưu ý quan trọng khi triển khai SPC
Đảm bảo thiết bị đo lường được hiệu chuẩn chính xác. Dữ liệu sai sẽ dẫn đến phân tích sai lệch.
Xây dựng đội ngũ SPC xuyên chức năng gồm nhân viên vận hành, kỹ thuật và QA. Không chỉ giao cho một phòng ban.
SPC là công cụ hỗ trợ chứ không phải mục đích cuối cùng. Hãy dùng nó để cải tiến, không phải để đổ lỗi.
Kết hợp SPC với các triết lý Lean, Six Sigma để tạo hiệu quả tổng thể. SPC là một phần quan trọng trong bộ công cụ DMAIC của Six Sigma.
Liên tục cập nhật giới hạn kiểm soát theo thời gian khi quy trình được cải thiện. Một quy trình đã ổn định có thể được thu hẹp giới hạn để tăng độ nhạy.
Kết luận: SPC – Chìa khóa cho chất lượng bền vững
SPC không chỉ là một công cụ thống kê mà là một tư duy quản lý chủ động, giúp doanh nghiệp nắm bắt sức khỏe quy trình sản xuất một cách trực quan và kịp thời. Từ việc phát hiện sớm biến động, giảm phế phẩm, đến tối ưu năng suất, SPC mang lại giá trị thực tế vượt trội. Hiểu đúng bản chất của SPC là gì, đầu tư nguồn lực đào tạo và kiên trì triển khai, bất kỳ tổ chức nào cũng có thể xây dựng một nền tảng chất lượng vững chắc, sẵn sàng cạnh tranh trong thời đại sản xuất 4.0. Bắt đầu từ những bước nhỏ, đo lường những gì quan trọng, và để dữ liệu dẫn đường cho cải tiến.