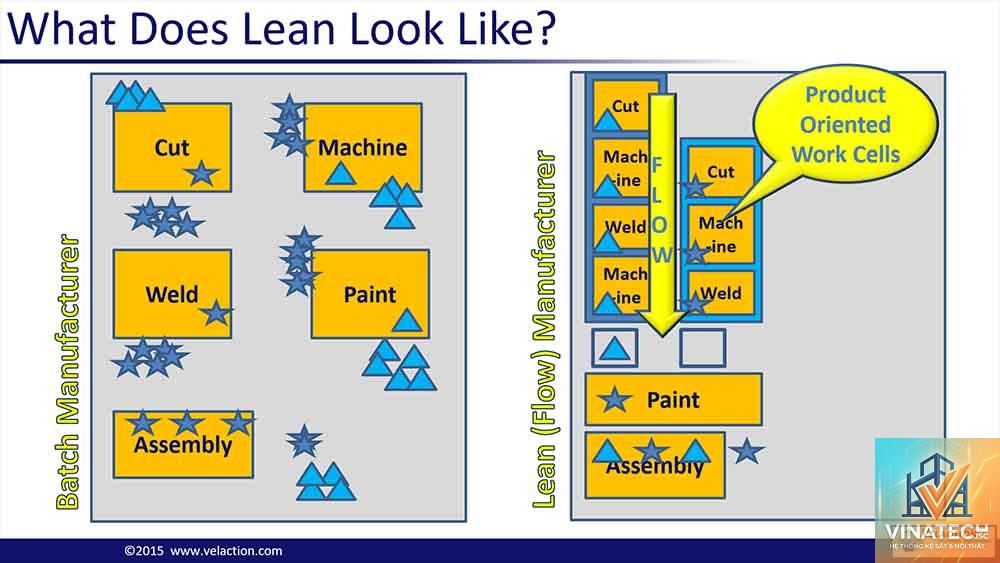
Trong lĩnh vực quản lý sản xuất và thiết kế mặt bằng nhà máy, functional layout (hay còn gọi là bố trí theo chức năng, bố trí theo quy trình) là một phương pháp tổ chức không gian dựa trên việc nhóm các máy móc, thiết bị có cùng chức năng hoặc quy trình công nghệ vào cùng một khu vực. Khác với bố trí theo sản phẩm (product layout) nơi thiết bị được sắp xếp theo trình tự gia công của một sản phẩm cụ thể, functional layout tập trung vào loại hình công việc thay vì dòng sản phẩm. Đây là một trong bốn loại bố trí mặt bằng sản xuất kinh điển, đặc biệt phù hợp với môi trường sản xuất đa dạng, khối lượng nhỏ và yêu cầu linh hoạt cao.
Functional layout là gì? Định nghĩa và bản chất
Functional layout (còn gọi là process layout) là cách bố trí trong đó các máy móc và thiết bị có cùng chức năng hoặc thực hiện cùng một loại thao tác công nghệ được đặt tại cùng một khu vực. Ví dụ, tất cả các máy tiện được đặt trong khu vực tiện, tất cả các máy phay trong khu vực phay, tất cả các trạm hàn trong khu vực hàn. Sản phẩm hoặc chi tiết gia công sẽ di chuyển từ khu vực này sang khu vực khác tùy theo trình tự các bước chế tạo, tạo ra một luồng di chuyển phức tạp và không tuyến tính.
Bản chất của functional layout là ưu tiên tính chuyên môn hóa của máy móc và thao tác, giúp tận dụng tối đa năng lực thiết bị khi sản xuất nhiều loại sản phẩm khác nhau. Thay vì đầu tư một dây chuyền riêng cho từng sản phẩm, doanh nghiệp có thể chia sẻ thiết bị giữa các đơn hàng khác nhau.
Đặc điểm chính của functional layout
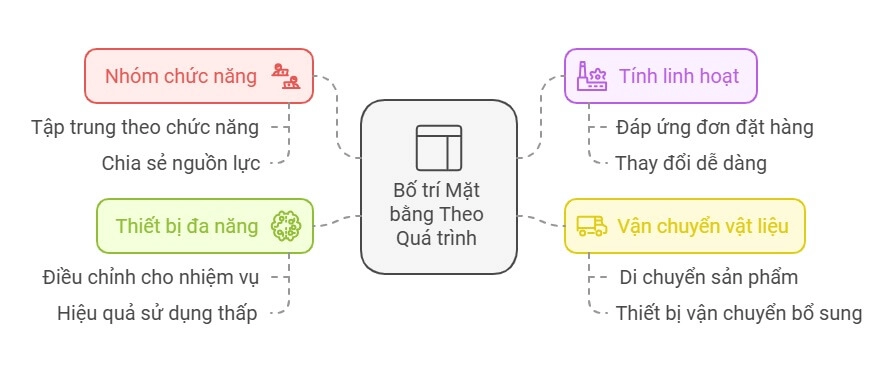
Sắp xếp theo nhóm chức năng: Máy tiện, máy phay, máy khoan, máy hàn được đặt riêng biệt trong các khu vực (department) chuyên dụng.
Dòng sản phẩm không cố định: Mỗi đơn hàng có lộ trình riêng, sản phẩm di chuyển qua nhiều department theo thứ tự gia công.
Tính linh hoạt cao: Dễ dàng thay đổi quy trình khi có sản phẩm mới hoặc thay đổi thiết kế.
Vận chuyển nội bộ lớn: Do sản phẩm phải đi qua nhiều khu vực, chi phí và thời gian vận chuyển tăng cao.
Đòi hỏi công nhân đa năng: Công nhân thường làm việc trên nhiều loại máy hoặc có tay nghề cao để giám sát quy trình.
Phân loại các loại bố trí mặt bằng sản xuất
Để hiểu rõ hơn về functional layout, cần đặt nó trong bối cảnh các loại bố trí sản xuất phổ biến. Bảng dưới đây so sánh bốn loại chính:
Loại bố trí
Đặc điểm
Phù hợp với
Ví dụ điển hình
Bố trí theo sản phẩm (Product layout)
Thiết bị sắp xếp theo trình tự gia công của sản phẩm, dòng sản phẩm liên tục.
Sản xuất khối lượng lớn, ít chủng loại.
Dây chuyền lắp ráp ô tô, sản xuất đồ uống đóng chai.
Bố trí theo chức năng (Functional layout)
Thiết bị nhóm theo chức năng, sản phẩm di chuyển linh hoạt.
Sản xuất đa dạng, khối lượng nhỏ, đơn hàng
Xưởng cơ khí, bệnh viện (các khoa), xưởng sửa chữa.
Bố trí cố định (Fixed-position layout)
Sản phẩm cố định, thiết bị và công nhân di chuyển đến.
Sản phẩm lớn, nặng, khó di chuyển.
Đóng tàu, xây dựng công trình, sản xuất máy bay.
Bố trí tế bào (Cellular layout)
Kết hợp sản phẩm và chức năng, tạo nhóm (cell) cho họ sản phẩm tương tự.
Sản xuất theo nhóm sản phẩm, khối lượng vừa phải.
Gia công linh kiện điện tử, sản xuất đồ gỗ nội thất.
Functional layout thường được chọn khi doanh nghiệp cần tối đa hóa tính linh hoạt và khả năng thích ứng với sự thay đổi của thị trường.
Ưu điểm và nhược điểm của functional layout
Ưu điểm
Tính linh hoạt cao: Dễ dàng thay đổi quy trình sản xuất, thích nghi với nhiều loại sản phẩm và thiết kế khác nhau.
Giảm thiểu đầu tư thiết bị: Các máy móc được sử dụng chung cho nhiều sản phẩm, không cần mua thêm máy cho từng dòng sản phẩm.
Khả năng chịu đựng sự cố tốt: Nếu một máy hỏng, chỉ ảnh hưởng đến khu vực đó, các khu vực khác vẫn hoạt động bình thường.
Giám sát chuyên môn dễ dàng: Quản lý có thể tập trung vào từng nhóm chức năng, đào tạo chuyên sâu cho công nhân.
Phù hợp với sản xuất theo đơn hàng: Đối với các đơn hàng có yêu cầu riêng biệt, functional layout cho phép linh hoạt điều chỉnh lộ trình.
Nhược điểm
Chi phí vận chuyển nội bộ cao: Sản phẩm di chuyển nhiều giữa các khu vực, tốn thời gian và nhân công.
Thời gian sản xuất kéo dài: Quãng đường di chuyển lớn dẫn đến thời gian chờ và tích lũy (work-in-process) tăng.
Quản lý phức tạp: Cần lập lịch trình chi tiết cho từng đơn hàng, tránh xung đột giữa các lô sản phẩm.
Năng suất thấp hơn so với dây chuyền sản xuất liên tục: Do không tối ưu hóa được tốc độ dòng chảy.
Đòi hỏi không gian lớn: Các khu vực chức năng cần diện tích riêng và khoảng cách vận chuyển.
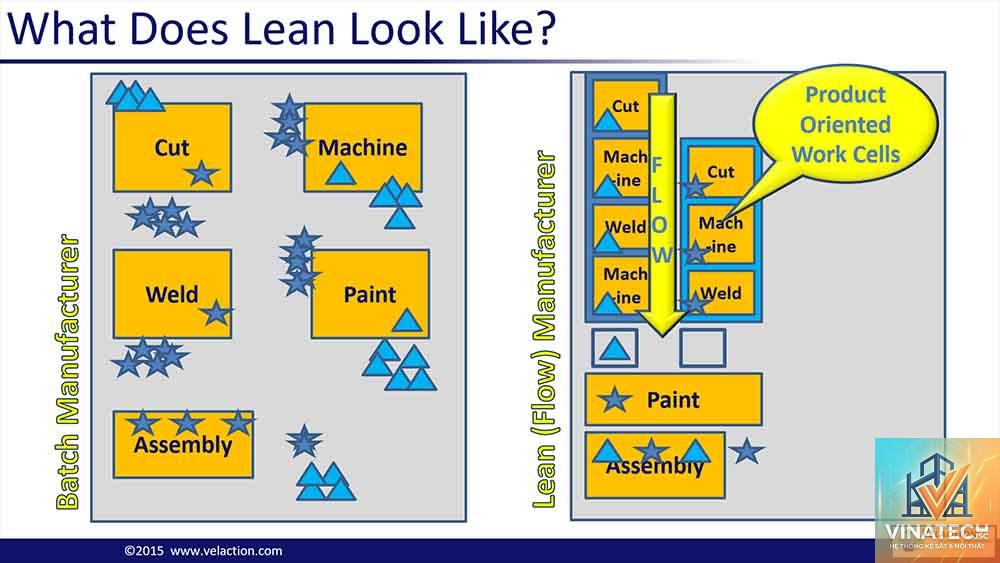
So sánh functional layout với product layout
Hai loại bố trí này đối lập nhau trong nhiều khía cạnh. Bảng Nếu doanh nghiệp tập trung vào sản phẩm tiêu chuẩn hóa khối lượng lớn, product layout là tối ưu. Ngược lại, nếu thị trường đòi hỏi sự đa dạng và đơn hàng nhỏ, functional layout là lựa chọn phù hợp.
Ứng dụng thực tế của functional layout
Functional layout xuất hiện trong nhiều ngành công nghiệp và dịch vụ. Một số ứng dụng điển hình:
Xưởng cơ khí: Các xưởng gia công kim loại thường bố trí khu tiện, khu phay, khu hàn riêng biệt. Mỗi đơn hàng sẽ di chuyển qua các khu đó
Bệnh viện: Bố trí theo khoa chức năng (khoa nội, khoa ngoại, phòng xét nghiệm) thực chất là một dạng functional layout, bệnh nhân di chuyển giữa các khoa.
Nhà máy sản xuất linh kiện điện tử: Các máy đóng gói, máy kiểm tra, máy lắp ráp được nhóm theo chức năng để xử lý nhiều loại linh kiện khác nhau.
Xưởng sửa chữa ô tô: Khu vực sửa động cơ, khu vực sơn, khu vực điện, khu vực lốp… Xe sửa chữa sẽ được đưa đến khu vực tương ứng.
Trong thực tế, nhiều doanh nghiệp sử dụng kết hợp functional layout với cellular layout để cân bằng giữa linh hoạt và hiệu quả.
Khi nào nên sử dụng functional layout?
Doanh nghiệp sản xuất nhiều loại sản phẩm với khối lượng mỗi loại nhỏ.
Nhu cầu thị trường thay đổi thường xuyên, cần thích ứng nhanh.
Quy trình sản xuất khác nhau đáng kể giữa các đơn hàng.
Thiết bị đa năng và công nhân có tay nghề cao.
Doanh nghiệp muốn tiết kiệm vốn đầu tư ban đầu vào máy móc chuyên dụng.
Quy trình thiết kế functional layout hiệu quả
Thu thập dữ liệu: Danh mục sản phẩm, quy trình công nghệ, nhu cầu sản xuất, diện tích nhà xưởng, loại máy móc.
Xác định nhóm chức năng: Phân loại tất cả máy móc thành các nhóm dựa trên chức năng chính (tiện, phay, khoan, mài, hàn…).
Tính toán nhu cầu năng lực: Xác định số lượng máy mỗi loại dựa trên tải công việc dự kiến.
Sắp xếp không gian: Bố trí các khu vực sao cho giảm thiểu quãng đường di chuyển phổ biến nhất (sử dụng ma trận khoảng cách – tần suất).
Chi tiết hóa luồng di chuyển: Vẽ sơ đồ luồng nguyên vật liệu và sản phẩm giữa các khu vực, tối ưu hóa vị trí.
Đánh giá và mô phỏng: Sử dụng phần mềm mô phỏng dòng chảy (Ví dụ: FlexSim, Arena) để đánh giá thời gian chờ, tồn kho và năng suất.
Triển khai và điều chỉnh: Lắp đặt thực tế, vận hành thử và liên tục cải tiến dựa trên phản hồi.
Sai lầm thường gặp khi áp dụng functional layout
Không tính toán kỹ khoảng cách vận chuyển: Đặt các khu vực có tương tác cao quá xa nhau làm tăng chi phí và thời gian.
Thiếu dự phòng không gian mở rộng: Khi công việc tăng, không đủ chỗ để thêm máy, phải bố trí lại từ đầu.
Bỏ qua yếu tố an toàn: Các khu vực nguy hiểm (hàn, hóa chất) đặt gần lối đi chính hoặc khu vực làm việc nhạy cảm.
Quản lý tồn kho dở dang kém: Do sản phẩm chờ giữa các khu vực nhiều, nếu không kiểm soát dễ dẫn đến tồn kho cao và lãng phí.
Không đào tạo đa kỹ năng cho công nhân: Khi một máy hỏng hoặc một khu vực quá tải, không có nhân lực dự phòng.
Lưu ý quan trọng khi triển khai functional layout
Để functional layout phát huy hiệu quả, doanh nghiệp cần chú ý đến các yếu tố sau:
Sử dụng phần mềm mô phỏng để dự đoán tắc nghẽn trước khi đầu tư.
Xây dựng hệ thống quản lý sản xuất (MES) để theo dõi vị trí và tiến độ của từng lô hàng.
Áp dụng các nguyên tắc lean như 5S để giảm lãng phí di chuyển và chờ đợi.
Đào tạo công nhân vận hành nhiều loại máy khác nhau để tăng tính linh hoạt.
Định kỳ đánh giá lại ma trận tần suất di chuyển và sắp xếp lại mặt bằng nếu cần.
Functional layout có khác gì với cellular layout không?
Có. Functional layout nhóm máy theo chức năng thuần túy, còn cellular layout nhóm máy theo họ sản phẩm hoặc quy trình tương tự để tạo thành “tế bào” sản xuất, giúp giảm di chuyển và tăng hiệu suất cho nhóm sản phẩm cụ thể.
Có nên kết hợp functional layout với loại layout khác không?
Hoàn toàn có thể. Nhiều nhà máy sử dụng functional layout chung cho các khu vực đa năng, kết hợp với product layout cho những sản phẩm có nhu cầu ổn định. Đây gọi là hybrid layout.
Chi phí triển khai functional layout có cao không?
Chi phí đầu tư ban đầu thường thấp hơn so với product layout vì ít máy chuyên dụng hơn. Tuy nhiên, chi phí vận hành (vận chuyển, quản lý) có thể cao hơn, cần cân nhắc dài hạn.
Functional layout phù hợp với doanh nghiệp quy mô nào?
Phù hợp với doanh nghiệp vừa và nhỏ, đặc biệt là các xưởng sản xuất theo đơn hàng hoặc dịch vụ tùy chỉnh. Doanh nghiệp lớn thường kết hợp nhiều loại layout để đáp ứng quy mô.
Làm thế nào để tối ưu hóa functional layout?
Áp dụng các công cụ như phân tích quan hệ hoạt động (relationship chart), sơ đồ dòng chảy (flow diagram), và mô phỏng máy tính. Sử dụng thuật toán sắp xếp mặt bằng như ALDEP, CORELAP để tự động hóa.
Functional layout là một cách bố trí mặt bằng sản xuất linh hoạt, phù hợp với môi trường sản xuất đa dạng và khối lượng nhỏ. Mặc dù tồn tại nhược điểm về chi phí vận chuyển và quản lý phức tạp, nhưng nếu được thiết kế và vận hành đúng cách, functional layout mang lại khả năng thích ứng cao, tận dụng tối ưu thiết bị và đáp ứng nhanh nhu cầu thị trường. Việc hiểu rõ bản chất, ưu nhược điểm và các nguyên tắc thiết kế sẽ giúp doanh nghiệp lựa chọn và triển khai loại layout này một cách hiệu quả nhất, góp phần nâng cao năng lực cạnh tranh trong dài hạn.
{“@context”:”https://schema.org”,”@type”:”Article”,”headline”:”functional layout là gì”,”articleSection”:”General”,”keywords”:”functional layout là gì”,”datePublished”:”2026-06-30T17:33:48+07:00″,”dateModified”:”2026-06-30T17:33:48+07:00″}